Тема 7.5 Заливка розплаву в ливарні форми
1. Ковші для заливки ливарних форм та їх підготовка.
2. Вибір температури заливки чавуну у ливарні форми.
3. Технологія заливки чавуну у форму.
Складені ливарні форми подають на заливку. Форми заливають на формувальному майданчику, на рольгангах, на рухомих конвеєрах з допомогою розливальних ковшів і спеціальними заливальними установками.
Для заливки чавуну застосовують барабанні ковші, ковші з носком, чайникові ковші (рис.56), для заливки стальних відливок – стопорні ковші. Ківш до місця розливки перевозять мостовими кранами або по монорельсовому шляху. При підготовці ковша до заливки ремонтують футерівку, сушать і нагрівають ковші газовими пальниками до температури 500-600оС, а для заливки форм, що потребують високої температури заливки – до 700-750оС. Дрібні ковші сушать на спеціальних плитах з отворами, в сушарках для сушки форм і стержнів. Відразу після прогріву ковші заповнюють розплавом.
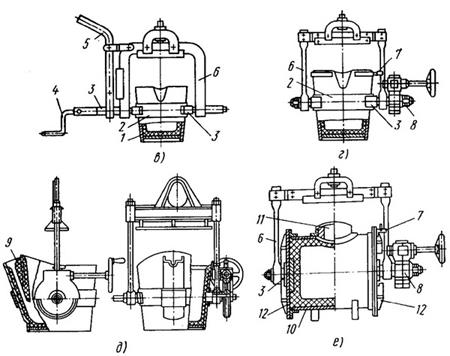
Рисунок 56. Розливальні ковші: в — конічний місткістю 100—250 кг, г - те ж, місткістю 400—800 кг, д — чайниковий місткістю більше 250 кг, е — барабанний місткістю 400—800 кг: 1 — ківш, 2 — стальне кільце, 3 — цапфи, 4 — рукоятка, 5 — відкидна ручка, 6 — траверса, 7 — замок, 8 — черв’ячний редуктор, 9 — чайниковий пристрій, 10 — корпус, 11 — горловина, 12 — торцеві стінки.
Чавун перед заливкою потрібно очистити від шлаку.
При призначенні температури заливки форм необхідно враховувати втрати температури при випуску з печі, транспортуванні, переливанні з ковша у ківш.
При випуску чавуну з вагранки втрати тепла складають 20-40оС, при переливанні з ковша у ківш – 30-50оС, при витримці у ковші протягом 1 хвилини при ємкості ковша 50кг – 15-40оС, 300кг – 10-20оС, 1-2т – 5-15оС, 3-4т – 2-6оС.
Рекомендовані температури заливки сірого чавуну:
| Товщина стінки відливки, мм | Температура заливки, оС |
| 2-3 | 1420-1470 |
| 1360-1450 | |
| 4-10 | 1340-1430 |
| 10-20 | 1320-1400 |
| 20-50 | 1300-1380 |
| 50-100 | 1250-1340 |
| 100-150 | 1230-1300 |
У початковий момент заливки ківш треба повертати плавно, без ривків, але достатньо швидко, щоб заповнити ливникову систему і чашу. Рівень розплаву у чаші підтримувати постійним. Не можна допускати переривання струменю металу. Після появи розплаву у випорі необхідно зменшити швидкість повороту ковша, щоб розплав не витік з чаші і випору. При заливці металу у форми необхідно суворо дотримуватись правил техніки безпеки.
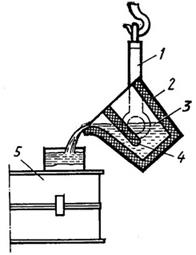
Рисунок 57. Заливка форми з конічного чайникового ковша: 1 — траверса-підвіска, 2 — ківш, 3 — шлак, 4 — вогнетривка перегородка, 5 — ливарна форма.
Контрольні питання:
1. Які типи ковшів застосовують для заливки чавуну в ливарні форми?
2. Як ковші готують до заливки?
3. *Як визначають температуру заливки чавуну у форму?
4. *Як треба правильно виконувати заливку?
5. **Вміти вибирати тип ковша для заливки форми залежно від характеристики відливки та умов виробництва.
Література: 1, с.260-264, 2, с.50-55, 3, с.480-495.
Дата добавления: 2015-05-21; просмотров: 1056;