Тема: Изготовление отливок в разовых песчано-глинистых формах.
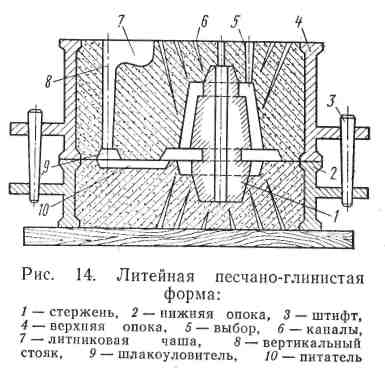
Литье в песчано-глинистые формы (рис. 1.) Литейную форму, имеющую полость, в которую заливают расплавленный металл, изготовляют из формовочной смеси по модели. Модели могут быть деревянными или металлическими, размеры моделей должны быть больше размеров отливок на величину усадки металла и величину припуска для последующей механической обработки (2—15 мм).
Рис. 1.Литейная песчано-глинистая
Форма
Формовочные смеси для литейных форм состоят из кварцевого песка, специальной глины, воды и ряда добавок, обеспечивающих газопроницаемость и противопригарность смеси. При изготовлении формы формовочную смесь, увлаженную и тщательноперемешанную, засыпают в формовочное приспосооление (нижнюю опоку), предварительно установив модель отливки. Затем смесь уплотняют вручную различными приспособлениями или на специальных формовочных машинах. После уплотнения смеси модель извлекают из нижней опоки. Аналогичным образом уплотняют смесь и в верхней опоке, предварительно установив в нее, помимо модели отливки, модель литниковой системы, образующую каналы для подвода жидкого металла в полость литейной формы. Литниковая система должна обеспечивать плавное поступление расплавленного металла (расплава) в форму и отвод газов из формы.
Стержни изготовляют в специальных ящиках из стержневой смеси, состоящей из кварцевого песка, глины и связующих материалов (минеральные масла, канифоль, битум и др.). Затем, установив стержни в форму, производят ее сборку: верхнюю опоку устанавливают на нижнюю и фиксируют опоки штырями. В таком виде форма готова к заливке расплавом.
После заливки расплава в литейную форму и его охлаждения отливки выбивают из формы и очищают от формовочной смеси вручную, на вибрационных решетках или дробеметных установках. Обрубку элементов литниковой системы выполняют дисковыми фрезами, ленточными пилами, на обрезных прессах или газопламенными горелками. Зачистку отливок от заусенцев и заливов выполняют абразивными кругами. После обрубки и зачистки отливок производят, при необходимости, их термическую обработку (нормализацию, отпуск, закалку).
Преимущества литья в песчанно-глинистые формы является невысокая стоимость формовочных материалов и модельной оснастки. Однако этот способ литья являетчя более трудоемким в сравнении с другими. Кроме того, литье в песчанно-глинистые формы обеспечивает малую точность размеров и большую шероховатость.
Дата добавления: 2015-04-05; просмотров: 1968;