Изготовление выпускной системы.
Колено выпускной трубы может быть изготовлено из прямой тонкостенной (1—1,25 мм) трубы либо подбором имеющегося колена от серийного мотоцикла. Радиус выгиба выпускной трубы подгоняется по раме мотоцикла и зависит от места расположения глушителя.
Чтобы изогнуть по нужному радиусу выпускную трубу, ее следует заварить с одного конца, наполнить сухим песком и плотно забить с другого конца деревянной пробкой.
Взять две паяльные лампы, разжечь их. Нагрев трубы производить по наружному радиусу, оставляя внутренний более холодным. Изгибать трубу следует медленно, чтобы не было трещин и складок, все время сверяя радиус изгиба с заранее изготовленным шаблоном. Изгиб выпускной трубы можно производить на слесарных роликах, можно залить канифолью, водой и заморозить, и гнуть без нагрева.
Готовое изогнутое колено подгонять на мотоцикле по месту, так чтобы оно плотно входило в выпускной патрубок и глушитель, не мешало повороту переднего колеса и хорошо вписывалось в раму мотоцикла. Если это верхняя выпускная труба, то она не должна мешать работе гонщика на мотоцикле. Для надежного крепления выпускной трубы к ней приваривается кронштейн крепления, а также ушко для страховки от сползания ее с патрубка цилиндра. Фиксируется выпускная труба к цилиндру при помощи стальной проволоки.
Прямой конус и глушитель изготовляются из листовой стали толщиной 0.7—1 мм.
Желательно, чтобы глушитель был как можно ровнее и располагался в одной плоскости. Допускаются небольшие повороты отдельных частей глушителя при подгонке их по раме мотоцикла (рис. 62).
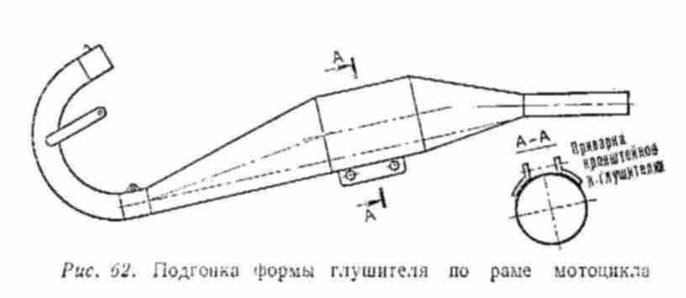
Следует уделить также внимание на падежное крепление глушителя к раме мотоцикла. К глушителю привираются специальные кронштейны с овальными отверстиями под болты крепления. Толщина материала кронштейна 2,5 — 3 мм. Желательно делать два таких кронштейна, с тем, чтобы надежней было его крепление. Крепление выпускной системы должно быть не менее чем в двух точках, лучше в трех. Болты крепления глушителя желательно шплинтовать или ставить на них контргайки. Глушитель и выпускную трубу следует окрашивать в черный цвет. Желательно использовать огнеупорные краски. Но можно применять и нитрокраски.
Для изготовления выкроек конусов необходимо сделать маленькие расчеты и начертить эскиз развертки (рис. 63).
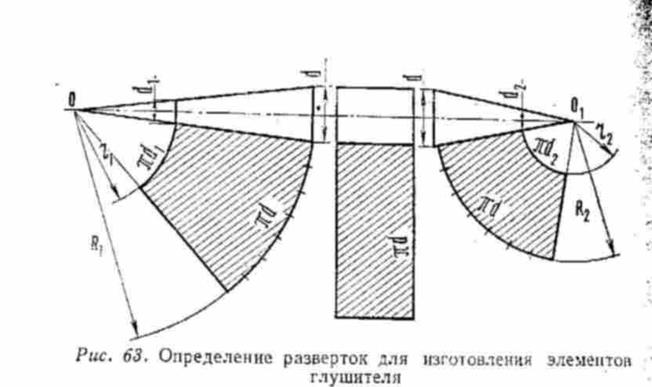
Например, нужно подсчитать длины развернутых окружностей входа и выхода в диффузор с тем, чтобы отложить их на радиусах, проведенных через точки пересечения дуги и концов конуса:
π * d1 = 3.14 *40 = 125.6 мм; π * d = 3,14 * 90 = 282,6 мм
d1 = 44 мм; d = 90 мм
По развертке согнуть нужный диффузор, сварить, отрихтовать. Развертка заготовки для цилиндрической части подсчитывается:
π * d =3,14 • 90 = 282,6 мм.
Для изготовления глушителя вырезаются заготовки (см. рис. 63), сгибаются конусы и цилиндр. Автогенной сваркой производится прихватка, рихтовка конуса, окончательная сварка шва — встык.
Сварку производить горелкой малого размера (№ 0, № 1) и тонкой проволокой толщиной 1,5—2 мм. После сварки деталей произвести окончательную рихтовку и подгонку частей глушителя друг к другу и по месту на раме мотоцикла.
Разметить, померить, прихватить по месту и, только убедившись, что все подогнано правильно, окончательно заварить круговые швы.
Обычный глушитель — цельносварной. Можно соединять глушитель с выпускной трубой при помощи специального разрезного хомута с последующей затяжкой хомута
болтом.
Дата добавления: 2015-05-05; просмотров: 1787;