Тема: Классификация способов изготовления литейных форм.
Литейное производство является одной из отраслей машиностроения. Задача литейного производства — изготовление изделий любой массы, разнообразных по форме и размерам (в том числе с внутренними полостями) из металлов и сплавов, обладающих жидкотекучестью. При литье металлический расплав заливают в заранее приготовленные литейные формы, которые бывают разовыми или постоянными. Разовую форму после получения в ней отливки разрушают; постоянная форма пригодна для производства большого количества отливок.
Приспособления, применяемые для изготовления отливок, называют литейной оснасткой. Часть литейной оснастки, состоящая из технологических приспособлений, необходимых для получения в форме контуров отливки, представляет собой модельный комплект. Чтобы провести формовку, необходимо иметь опоки, плиты, штыри, шаблоны, что совместно с модельным комплектом составляет формовочный комплект.
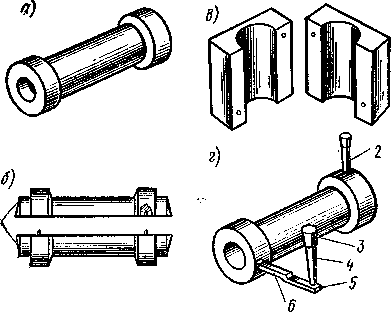
Рис.11.1.Литейная модель (б), стержневой ящик (в), отливка (г) чугунной втулки (а)
Модельный комплект для получения отливки чугунной втулки (рис. 11.1, а) состоит из модели отливки; моделей элементов литниковой системы; стержневых ящиков; модельных плит для установки и крепления моделей; сушильных плит и др.
Моделью(рис. 11.1,б) называют приспособление, с помощью которого в форме получают отпечаток, соответствующий конфигурации отливки. Модель копирует отливку, отличаясь от нее увеличенными размерами в связи с усадкой металла отливки и дальнейшей механической обработкой рабочих поверхностей отливки. На вертикальных стенках предусматривают формовочные уклоны на небольшие углы, что облегчает извлечение модели из полости формы. С торцов располагаются знаки 1, предназначенные для получения гнезд, в которые устанавливаются стержни при сборке форм. Таким образом, длина модели увеличивается на величину знаков. Припуски на механическую обработку, формовочные уклоны, размеры стержневых знаков устанавливаются ГОСТами.
Модели могут быть неразъемными, разъемными (рис. 11.1,б), с отъемными частями и т.п. Они изготовляются из дерева (единичное и серийное производства), чугуна, алюминия, пластмасс (массовое производство).
Элементы литниковой системы в виде каналов и резервуаров создаются в форме с помощью специальных. моделей.
Стержневые ящики служат для изготовления стержней, с помощью которых в отливках образуются полости или отверстия. По конструкции ящики подразделяются на цельные, разъемные (рис. 11.1,в), вытряхные и др. Изготовляют их из тех же материалов, что и модели.
Металлическая модельная плита используется для крепления моделей отливки и элементов литниковой системы при машинной формовке.
Формовочные и стержневые смеси для изготовления литейных форм и стержней состоят из исходных формовочных материалов и отработанных (бывших в употреблении) смесей. Основные исходные формовочные материалы содержат кварцевый песок и связующую глину. Прочность этих смесей невелика, поэтому литейные формы изготовляют толстостенными с учетом больших давлений жидкого металла на форму. Для улучшения механических, технологических и других свойств в формовочные и стержневые смеси вводят вспомогательные формовочные материалы: связующие (смолы, жидкое стекло), противопригарные (пылевидный кварц, каменноугольная пыль), защитные (борная кислота, фтористая присадка) и др. Вспомогательные формовочные составы (замазки, клеи, краски и др.) используют также в качестве отделочных материалов для форм и стержней.
Физико-механические и технологические свойства формовочных и стержневых смесей определяют качество литейных форм и стержней. К ним относятся пластичность, прочность, огнеупорность, газопроницаемость, податливость (сжимаемость формы или стержня при усадке отливки).
Дата добавления: 2015-04-05; просмотров: 1122;