Классификация инструмента, основные группы дереворежущих инструментов и их признаки.
Весь дереворежущий инструмент подразделяется на ручной и станочный, а по способу крепления на станке – на насадной и хвостовой.
По материалу, из которого выполнены лезвия, инструмент подразделяют на следующие виды:
– стальной режущий инструмент
– быстрорежущий инструмент;
– твердосплавный режущий инструмент;
– минералокерамический режущий инструмент;
– алмазный инструмент, его лезвия выполнены из синтетических алмазов или поликристаллов кубического нитрида бора.
По назначению весь инструмент (режущий, контрольно-измерительный, вспомогательный для закрепления режущего инструмента в станке) и приспособления поделен на десять групп: 0; 1; 2; ... 8, 9.
Дереворежущий лезвийный инструмент помещен в третью группу и обозначается цифрой 3. Эта группа называется – инструмент для обработки резанием неметаллических материалов.
Каждому типоразмеру инструмента присвоен индекс, первые две цифры которого указывают подгруппу инструмента, дальнейшие – его виды и разновидности, профили и размерные характеристики в соответствии с номерами технической документации на этот инструмент. Например, индексом 3420-0151 обозначена пила круглая, плоская типа А – для продольной распиловки древесины с параметрами 200×32×1,4×24 (диаметр × диаметр центрального отверстия × толщина диска × число зубьев).
Для дереворежущего инструмента выделены следующие подгруппы: 30 – детали и узлы сборного инструмента; 31 – ножи и резцы; 32 – фрезерный инструмент; 33 – сверлильный, зенкерный, долбежный инструмент; 34 – пилы; 35 – зуборезный инструмент; 36 – резьбонарезной инструмент; 37 – резерв; 38 – ручной режущий инструмент; 39 – прочий инструмент.
Абразивный режущий инструмент помещен в подгруппу 27.
Применяемый для выполнения процесса резания станочный инструмент классифицируют на группы по видам обработки.
Таблица – Классификация станочного дереворежущего инструмента
| Процесс резания (вид обработки) | Инструменты | Основные станки, на которых применяется инструмент |
| Пиление | Пилы | С полосовыми пилами (лесопильные рамы, лобзиковые станки), ленточнопильные и круглопильные |
| Лущение и строгание | Ножи лущильные, шпонострогальные, рубильные, | Лущильные, шпонострогальные, дощечкострогальные, рубильные машины и стружечные станки |
| Бесстружечное деление | Ножи для ножниц, дисковые ножи, штампы, высечки | Ножницы, форматные станки с дисковыми ножами, штампы, прессы |
| Точение, шлифование | Токарные резцы, шлифовальные шкурки и цилиндры | Токарные, круглопалочные, шлифовальные ленточные, цилиндровые и дисковые |
| Фрезерование | Фрезы, ножи для фрезерования, фрезерные цепочки | Продольно-фрезерные (фуговальные, рейсмусовые, четырехсторонние), фрезерные, шипорезные, цепнодолбежные, копировальные |
| Сверление, долбление | Сверла, долота | Сверлильные, долбежные |
4. Рамные пилы − классификация. Пилы для вертикальных лесопильных рам, их конструкция и основные параметры.
Рамная пила представляет собой стальную полосу, по рабочей кромке которой насечены зубья. Различают пилы для вертикальных лесопильных рам с приклепанными планками длиной 1 250... 1 950 мм, шириной 180 мм, толщиной 2,0...2,5 мм (тип А, рис. 4, а) и без планок длиной 1100, 1250 мм, шириной 160 мм, толщиной 1,6...2,2 мм (тип Б, рис. 4, б); для тарных лесопильных рам без планок длиной 600, 685 мм, шириной 80 мм, толщиной 1,0... 1,4 мм (тип Б, рис. 4, г); для горизонтальных лесопильных рам длиной 2300 мм, шириной 160 мм, толщиной 2,0 мм, имеющие чередующиеся по направлению участки зубьев (рис. 4, д). Длина пилы выбирается в зависимости от характеристики лесопильной рамы.

Рис. 4. Рамные пилы: а – с планками (тип А); б – без планок (тип Б);
в – профиль зубьев; г – для тарных рам;
д – для горизонтальных лесопильных рам
Ширина пилы выбирается с учетом расстояния между передними и задними вальцами лесопильной рамы. Для долговечности инструмента имеет смысл выбирать широкие пилы (В = 200 мм).
При выборе толщины пилы приходится разрешать следующее противоречие: чтобы добиться минимальных потерь древесины и снизить энергозатраты на резание, надо стремиться к применению тонких пил; но чтобы достичь высокой точности распиливания, надо обеспечить достаточную жесткость (устойчивость) пилы, а это сделать легче всего, увеличивая толщину пилы. Толщину пил выбирают, пользуясь эмпирической зависимостью

где tmax – наибольшая высота пропила, мм
Существенная характеристика рамных пил геометрия зубьев (рис. 4, в). Поскольку пилы предназначены для продольного распиливания, геометрия зубьев отражает особенности этого вида резания. По ГОСТ 5524-75 предусматривается один профиль зубьев – с ломанолинейной задней гранью. Угол резания главного (короткого) лезвия зуба δ = 75°; γ = 15°; β = 47°; α = 28°; tз = 18...40 мм; hз= 16...26 мм; lз = 7...16 мм; r = 3...8 мм. Такую геометрию можно считать удовлетворительной: главная режущая кромка режет в торец (самый тяжелый случай), этим условиям вполне отвечает угол резания 75°, прочность зуба достаточна. Боковые кромки режут поперек волокон (самое слабое сопротивление древесины), поэтому δбок = 90°. Косая заточка зуба, т. е. угол резания для боковых кромок δбок = 60°, желательна, но это усложняет подготовку пил, а заметного снижения усилий или шероховатости поверхности пропила не дает. Задний угол а может быть уменьшен (усилия по задней грани растут при α < 10°), однако это вызывает уменьшение емкости впадины между зубьями, что может снизить производительность процесса резания. Реже применяются не предусмотренные ГОСТ рамные пилы с прямой задней гранью для обработки мягкой древесины (γ = 12°; β = 33°; α = 45°; δ = 78°) и с криволинейной задней гранью для обработки твердых пород (δ = 80.. .84°).
5. Установка рамных пил: способы натяжения, выверка пил в поставе, уклон пил.
Установка рамных пил в станок заключается в формировании постава, креплении в продольном и поперечном направлении, натяжении пил, проверке их положения и оценке жесткости пил. Согласно плану раскроя выбирают прокладки, устанавливаемые между пилами. В поперечном направлении крепление пил и прокладок осуществляется струбцинами, которые закрепляют на вертикальных стойках пильной рамки.
Типовое крепление пилы в продольном направлении показано на рис. 22.2, а. Верхний захват пилы приспособлен для ее натяжения. Щечки 1 захвата подводятся под планки 2 пилы. Щечки осью 3 связаны между собой и со стержнем 4, передающим усилие натяжения на поперечину пильной рамки 5. Эксцентрик 6, укрепленный в верхней части стержня, опирается рабочей профилированной поверхностью через подэксцентрик 7 на подушку 6 лежащую на поперечине. Натяжение пилы осуществляется поворотом эксцентрика. Шарнирная связь стержня со щечками обеспечивает установку пилы с требуемым уклоном по упорам: верхнему 9 и нижнему 10.
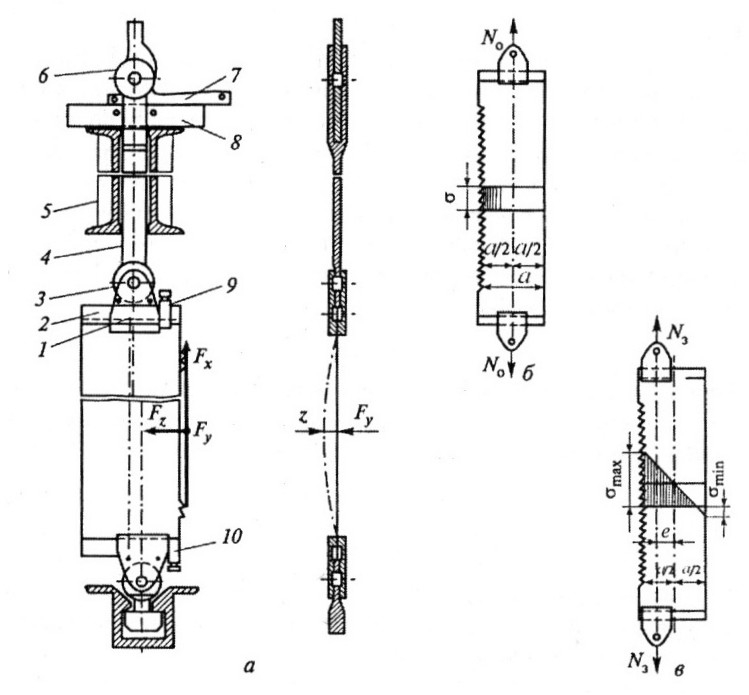
Рис. 22.2. Установка рамных пил: а – крепление пил; б – осевое натяжение пил;
в – натяжение пил с эксцентриситетом
На пилу со стороны древесины в процессе резания действуют по трем направлениям силы: резания Fx – вверх (при рабочем ходе пилы вниз), отжима Fz – по направлению подачи бревна, боковая Fy – возникающая из-за неодинакового давления на пилу слева и справа. Сила Fy наиболее опасна, т. к. в направлении ее действия пила (тонкая пластина) имеет минимальную жесткость.
Для придания жесткости в рабочих условиях пила должна быть натянута. Обычно работают пилами, имеющими жесткость 60...80 Н/мм.
Условия натяжения пилы, установленной в рамке с уклоном, значительно ухудшаются. Поэтому уклон желательно придавать пильной рамке в целом (а не пилам) или применять толчковую подачу за рабочий ход, не требующую уклона.
Выверка пил в пильной рамке заключается в проверке уклона, параллельности пил направлению движения подачи и направлению движения рамки. Для контроля жесткости может быть использован жесткомер конструкции ЦНИИМОДа.
Дата добавления: 2015-05-16; просмотров: 2635;