D2 – степени точности 2, 3 ; основные отклонения n, p ,r
d – 6 Основные отклонения e, c (подрезка вершин для компенсации вытесняемого материала).
d1 – es d1 = es d2; ei d1 – не нормируется.
Схема полей допусков основных отклонений среднего диаметра резьбы:
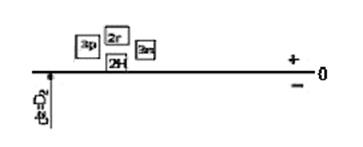
Схема полей допусков резьбового соединения 
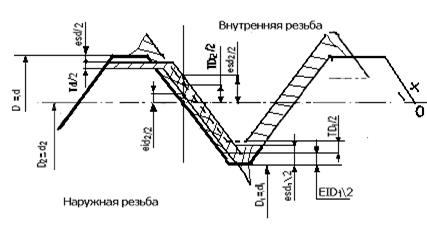
Для устранения заклинивания при свинчивании тугой резьбы по наружному и внутреннему диаметрам предусмотрены гарантированные зазоры: (так как после деформации металла зазоры становятся намного меньше нормальных).
Примеры обозначения:  .
.
Для повышения циклической прочности шпилек необходимо, чтобы по внутреннему диаметру резьбы был обеспечен зазор и после свинчивания деталей.
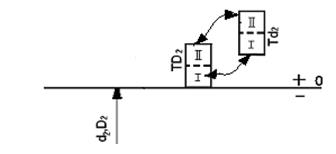
Для обеспечения более однородного натяга, исключения зазора (H/h, H/g) и повышения прочности соединений резьбовые детали сортируют на группы, а затем собирают из одноименных групп (селективная сборка).
Условные обозначения:

 — с сортировкой на 2 группы;
— с сортировкой на 2 группы;

 — на 3 группы
— на 3 группы

Для резьб с натягом установлены допускаемые отклонения половины угла профиля αи шага p на длине свинчивания. Экспериментально установлено, что погрешности близкие к максимальным снижают крутящий момент на 10– 15%.
Овальность по d2 не более 1/4Td2.
Конусность не допускается.
Дата добавления: 2015-04-01; просмотров: 4463;