Ленточные пилы. Классификация. Основные параметры пил.
Конструкция и параметры пил. Ленточные пилы для распиливания древесины на столярных и делительных станках изготовляются по ГОСТ 6532–77, а для распиливания бревен и брусьев по ГОСТ 10670–77. Ленточная пила представляет собой полотно с зубчатой кромкой, соединенное концами в непрерывную ленту. Полотно пилы характеризуется толщиной S, шириной В и длиной L. Форма зубьев и размеры ленточных пил показаны на рис. 2.
столярных S = 0,6. ..0,9 мм; B=10. ..60 мм; L = 4000. ..6000 мм; t = 6. ..12 мм; h = 3...6 мм; r = 1,5... 3,0 мм; γ =5°; β = 50°;
делительных S=1,0. ..1,4 мм; В = 85.. .175 мм; L = 7000.. .9000 мм; t= 30.. .50 мм; h= 10.. .13 мм; r =5 мм; γ =20. ..30°; β = 45. ..50°;
для распиливания бревен и брусьев S=1,0. ..1,4 мм; B=125. ..175 мм; L = 8500...9000 мм; t= 50 мм; h=13 мм; r =6 мм γ= 25°; β = 45°;
для распиливания бревен S = 1,4.. .2,0 мм, B = 230... 280 мм; L= 10 800... 14 600 мм; t = 50.. .60, мм; h =16...20 мм; r =20...25 мм; γ = 2Б°; β = 53°.
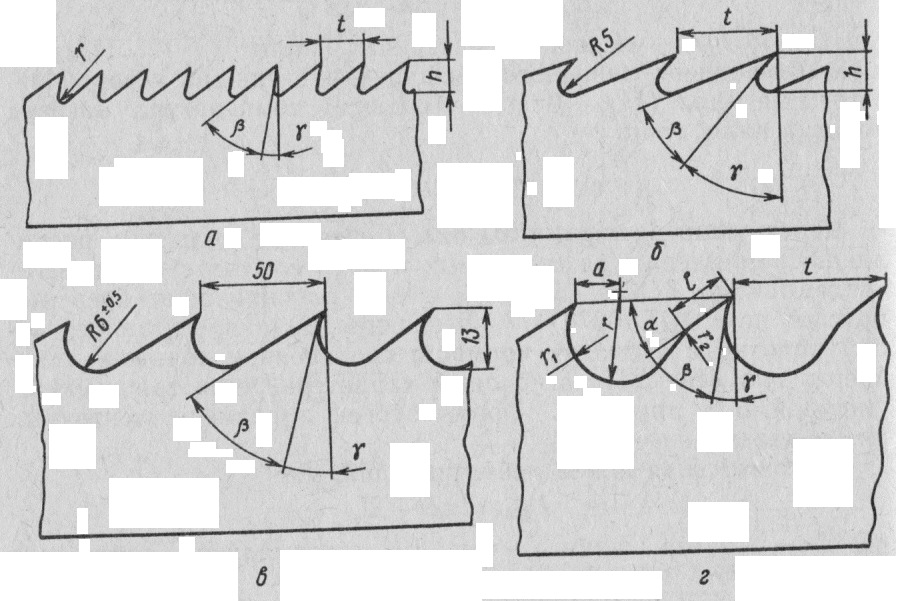
Рис. 2. Форма зубьев и размеры ленточных пил: а – столярных; б – делительных; в – для распиливания бревен и брусьев; г – для распиливания бревен
Ленточные пилы изготовляют из легированной стали марки 9ХФ, 65ХФ и У10А узкие столярные пилы. Твердость полотна HRCэ 41...45. Зубья ленточных пил разводят, плющат и наплавляют стеллитом.
11. Подготовка ленточных пил: вальцевание, заточка зубьев, ремонт пил.
Вальцевание — операция, в результате которой в полотне пилы предварительно (до установки в станок) создаются полезные внутренние напряжения, увеличивающие поперечную жесткость пилы, создаваемую натяжением ее на шкивах станка. При симметричном вальцевании три — пять дорожек провальцовывают по ширине от середины к кромкам: крайние дорожки — на расстоянии 10. ..15 мм от линии впадин зубьев и от задней (тыльной) кромки пилы. Правильность вальцевания контролируют по поперечному искривлению (стреле прогиба на ширине ленты) специальным шаблоном. Стрела прогиба нормально провальцованной пилы составляет для цилиндрических шкивов станка 0,15...0,3, для бочкообразных — 0,4.. .0,6 мм (большие значения относятся к более тонким и широким пилам).
Заточку зубьев ленточных пил производят на станках ТчЛ корундовыми кругами плоского 45°-ного конического профиля (ЗП) зернистостью 40.. .25 на бакелитовой (Б) связке твердостью С1 − СТ1. Толщина круга составляет 0,2,..0,33 шага зубьев. Хорошее качество обеспечивает следующий режим заточки: окружная скорость вращения круга
20.. .25 м/с; подача врезания за один проход 0,02.. .0,06 (до 0,1) мм; число проходов 4.. .6 (до 7).
Доводка зубьев заключается в подшлифовке передней и задней граней мелкозернистым оселком, закрепленным в специальной державке. Стойкость пилы с доведенными зубьями увеличивается на 15. ..20 %. Доводку выполняют с помощью ручного приспособления.
Ремонт полотен ленточных пил включает локализацию трещин, вырезку дефектных зон полотна и подготовку отрезков вставок. Локализации подлежат одиночные трещины длиной не более 10–15 % ширины пилы, но не более 15 мм. Локализация осуществляется засверливанием отверстий диаметром 2...2,5 мм в конце трещины.
При наличии одиночных длинных трещин, а также групповых трещин (4–5 шт. на длине 400–500 мм) и выломанных подряд двух зубьев дефектное место вырезают. Длина вырезки должна быть не менее 500 мм во избежание затруднений при правке.
12. Установка ленточных пил: способы натяжения, направляющие устройства, регулирование шкивов.
1. Режущая кромка пилы должна выступать за край пильного шкива на высоту зуба.
2. Смещение ленты по шкивам предотвращают регулированием положения оси верхнего шкива (вместе со шкивом) в вертикальной (наклон вперед - назад) и горизонтальной (разворот влево - вправо) плоскостях. Угол наклона шкива вперед (на рабочего) равен 0,2–0,3°.
3. Усилие натяжения пилы, Н, суммарное для обеих ветвей ленты, устанавливают в зависимости от ширины и толщины пилы:

где σ – напряжение растяжения в сечении ленты (50–60 МПа); a, b – ширина и толщина ленты, мм.
4. Зазор между направляющими устройствами и пилой должен быть 0,1–0,15 мм. Соприкосновение пилы с направляющими устройствами допускается только при выпиливании криволинейных деталей.
5. При работе ленточная пила не должна иметь волнообразных перемещений и издавать вибрирующих звуков. Усилие натяжения должно быть минимальным исключающим эти явления.
6. Не следует допускать длительной работы пилы вхолостую. При длительных остановах станка натяжение с пилы следует снимать.
7. Необходимо регулярно очищать полотно пилы от смолы, грязи, налипших опилок.
8. В ряде случаев хорошие результаты дает применение смазки пил водой, мыльным раствором, смесью солярки и машинного масла капельным способом или методом распыления.
13. Создание напряжений в полотне ленточной пилы для ее работы. Расчет напряжений в полотне пилы от уклона шкива.
При установке ленточных пил в станок рекомендуется соблюдение следующих правил: режущая кромка пилы должна выступать за край шкива на высоту зуба; лента должна двигаться без смещений по поверхности шкивов, благодаря наклону и развороту верхнего шкива; усилие натяжения ленты на шкивах устанавливается в зависимости от толщины и ширины с учетом среднего напряжения нормально натянутой ребровой делительной пилы 50.. .60 Н/мм2, столярной узкой пилы 30.. .40 Н/мм2, зазор между поверхностью пилы и направляющими должен быть не более 0,10. ..0,15 мм; для предотвращения выброса ленты со шкивов при случайном обрыве следует применять ограждения и улавливающие автоматические устройства.
14. Типы дисковых пил: конические, с поднутрением, квадратные, с компенсационными отверстиями. Их достоинства и недостатки, область применения.
Пилы круглые (дисковые) конические. Конические пилы (рис. 8.11, а) применяют для ребровой распиловки пиломатериалов на тонкие дощечки с целью уменьшения отходов древесины в опилки (ширина пропила почти вдвое меньше, чем при пилении плоскими пилами). Толщина отпиливаемых дощечек не должна превышать 12-18 мм, иначе пила не сможет отгибать их в сторону и произойдет заклинивание ее в пропиле. Для несимметричной распиловки используют односторонние конические пилы (лево- и правоконические), для симметричной распиловки - двухсторонние.
Размеры односторонних конических пил: диаметр 500-800 мм, толщина центральной части диска 3,4-4,4 мм, толщина зубьев 1,0-1,4 мм, число зубьев 100; диаметр посадочного отверстия 50 мм. Зубья пил имеют передний угол 25°, угол заточки 40°. Материал пил - сталь 9ХФ, HRCo= 41.. .46.
Пилы круглые (дисковые) строгальные. У строгальных пил боковые поверхности имеют поднутрение от периферии к центру под углом 0°15'-0°45', вследствие чего отпадает необходимость в уширении режущего венца путем развода или плющения зубьев.
Боковые режущие кромки зубьев строгальной пилы, формирующие поверхности пропила, расположены в одной плоскости. Пильный диск с поднутрением отличается устойчивостью в работе, поэтому качество распиловки характеризуется малыми величинами кинематических и вибрационных неровностей. Поверхности пропила по шероховатости приближаются к строганым (отсюда и название пил).
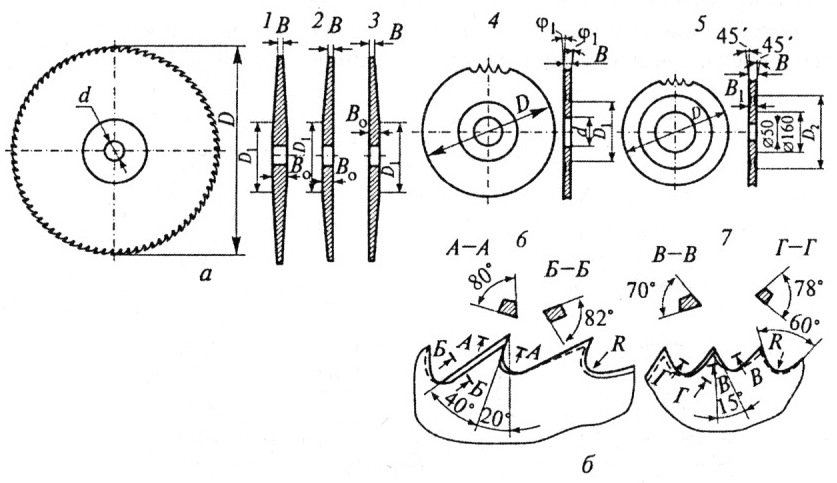
Рис. 8.11. Пилы круглые: а − конические, 1 − двухсторонняя, 2 − левосторонняя, 3 − правосторонняя; б − строгальные, 4 − одноконусная, 5 − двухконусная, 6 − профиль зубьев для продольного распиливания, 7 − профиль зубьев для поперечного распиливания
Строгальные пилы (рис. 8.11, б) применяют для чистовой распиловки сухой древесины влажностью не более 20% в любом направлении относительно волокон. Размеры пил и профили зубьев стандартизованы (ГОСТ 18479-73). По форме сечения различают пилы одноконусные 4 и двухконусные 5. Последние предусмотрены для продольной 6 и поперечной 7 расииловок.
В строгальной пиле масса металла нарастает к периферии диска; при значительных диаметрах диска и большой частоте вращения в диске могут возникать опасные разрывающие напряжения от центробежных сил. Поэтому диаметры этих пил не превышают 400 мм (160...400 мм). Материал пил − сталь 9ХФ или 9X5ВФ, HRCэ= 51.. .55.
Компенсационные прорези уменьшают колебания, подавляют шумы и предотвращают перегрев инструмента.
Дата добавления: 2015-05-16; просмотров: 2101;