Расположение пил в карабинах. Распределение напряжений в натянутой рамной пиле при разных установках карабинов.
Рамные пилы устанавливают в пильную рамку (рис. 15), которая включает нижнюю 7 и верхнюю 1 поперечины, стойки 3 и 4 со струбцинами 5. В пространстве между стойками и поперечинами размещают нижние и верхние захваты. Верхние захваты снабжены натяжными устройствами (винтовыми, клиновыми, эксцентриковыми) 2.
Пилы 6 устанавливают при поднятой в крайнее верхнее положение пильной рамке и затянутом тормозе коленчатого вала лесопильной рамы.
Сначала в пильную рамку ставят верхние и нижние захваты.
Количество пар захватов должно соответствовать числу пил постава.
Нижние струбцины устанавливают ниже верха подающих нижних
вальцов на 50…60 мм. Верхние струбцины фиксируют над нижними
на расстоянии l, мм:
l = dк + Н + (130…170),
где dк – диаметр распиливаемых бревен в комле, мм;
Н – ход пильной рамки, мм.
Пилы вставляют в захваты так, чтобы линия натяжения пилы была смещена к зубьям относительно средней линии пилы. Затем, начиная с левой стороны постава, устанавливают прокладки 8 и слегка обжимают их правыми струбцинами. При этом контролируют центр постава относительно пильной рамки. Допускаемое отклонение центра постава – не более ± 2 мм.
Для предотвращения образования “засор” пилы в поставе устанавливают желобком. Более узкие пилы помещают в середину постава.
После центровки пилы слегка натягивают натяжными устройствами захватов и контролируют необходимый уклон. Уклон проверяют уклономером. Затем делают выверку положения пил, обжимают их правыми струбцинами, окончательно натягивают пилы и контролируют их жесткость.
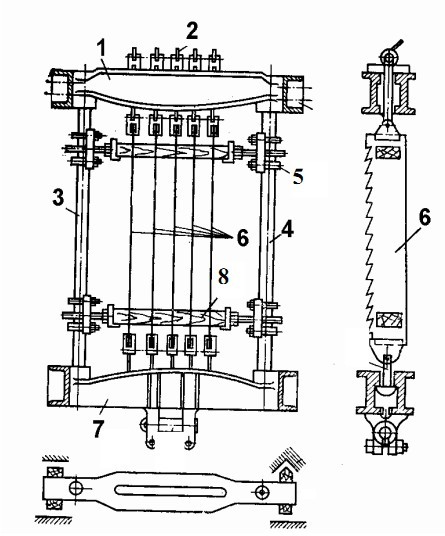
Рис. 15. Крепление пил в пильной рамке
Натяжение пил. Натягивают пилы постепенно за несколько приемов. Сначала натягивают крайние пилы, затем вторые от краев, постепенно приближаясь к центральным пилам. В такой последовательности пилы подтягивают за 2...3 приема. После окончательного натяжения напряжения в пилах должны быть в пределах σ = 80...120 МПа. Сила натяжения одной пилы равна
Fn = σBs, где B и s – соответственно ширина и толщина полотна пилы, мм.
При работе пилы нагреваются и удлиняются. Поэтому после распиловки трех-четырех бревен лесопильную раму следует остановить и снова подтянуть пилы.
Усилие натяжения одной пилы шириной 180 мм и толщиной 2 мм равно около Fn = 100 ⋅ 180 ⋅ 2 = 36000 Н.
При снятии пилы ослабляют тоже последовательно за несколько приемов. Сначала слегка ослабляют центральные пилы, затем уже крайние. Если каждую пилу ослабить за один прием, то из-за упругих деформаций в пильной рамке, последняя пила может порваться.
7. Подготовка рамных пил к работе: вальцовка, правка, плющение (развод), заточка
Подготовка рамных пил состоит из следующих операций: выявления и правки дефектов формы полотна; контроля напряженного состояния полотна; вальцевания; заключительного контроля плоскостности и напряженного состояния полотна пилы. Дефекты выявляют прикладыванием контрольной линейки к поверхности пилы, уложенной на поверочную плиту. Зазор между линейкой и полотном не должен превышать 0,15 мм. Правка пилы заключается в исправлении местных дефектов полотна: выпучин В, тугих мест Т, слабых мест С, изгиба И (рис. 22.1, а). Дефектные места исправляют ударами проковочного молотка по определенным точкам пилы, уложенной на наковальню.
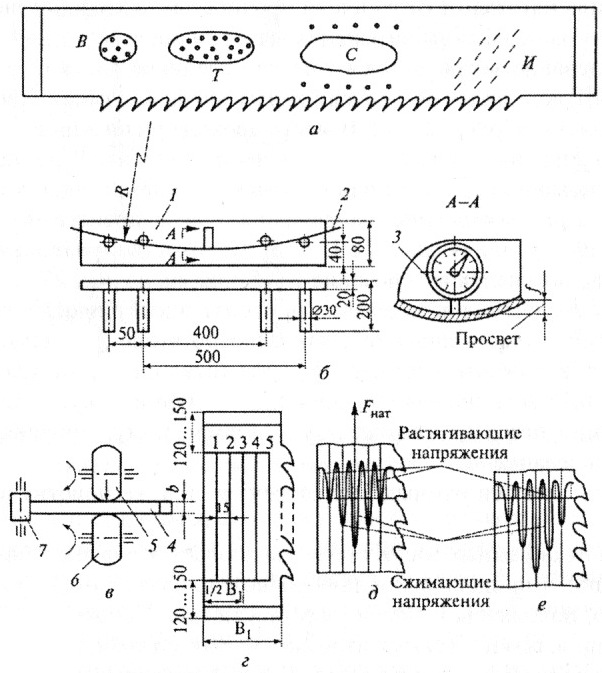
Рис. 22.1. Подготовка рамных пил к работе:
а – местные дефекты полотна и порядок ударов при правке;
б – контроль напряженного состояния полотна; вальцевание рамных пил:
в – принципиальная схема; г – расположение следов вальцевания; д – распределение напряжений в пиле после вальцевания и натяжения пилы;
е – распределение напряжений в пиле после вальцевания
Напряженное состояние полотна оценивают величиной стрелы прогиба ƒ пилы 2, изогнутой с радиусом R = 1,75 (рис. 22.1, б). Стрелу прогиба измеряют поверочной линейкой и щупами или специальной линейкой 1 с индикаторами 3 и оценивают средней арифметической величиной двух замеров: при положении пилы вверх сначала одной стороной, а затем другой, допускаемая разность результатов составляет 0,03...0,05 мм. Оптимальная величина прогиба зависит от размеров пилы и лежит в диапазоне от 0,05 до 0,35 мм.
Вальцевание рамных пил – одно из мероприятий повышения жесткости и устойчивости пил в работе. В процессе работы рамная пила нагревается, особенно у зубчатого венца. Режущая кромка удлиняется и под действием сил резания теряет устойчивую плоскую форму. Происходит блуждение пилы в пропиле, который получается волнообразным или криволинейным. Жесткость рамных пил обеспечивается, главным образом, продольным натяжением их в пильной рамке. Однако, только за счет продольного натяжения не удается обеспечить необходимую жесткость пил ввиду того, что сила натяжения ограничена прочностью захватов и пильной рамки, воспринимающей силы натяжения всех пил постава.
Вальцевание заключается в том, что среднюю часть полотна пилы 4 прокатывают под давлением между двумя вращающимися бочкообразными роликами 5 и 6 (рис. 22.1, в). В месте прохода ролика пила удлиняется и растягивает смежные, невальцованные части полотна. В результате натяжения вальцованной пилы в пильной рамке в крайних частях пилы будут достаточные растягивающие напряжения при относительно небольших растягивающих усилиях (рис. 22.1, д, е). Количество, расположение и порядок нанесения следов вальцевания 1–5 показан на рис. 22.1, г.
После окончания вальцевания проводят оценку плоскостности и напряженного состояния пилы так, как описано выше для невальцованных пил. Если обнаружены местные дефекты (отклонение от плоскостности превышает 0,15 мм), производят дополнительную правку. Если напряженное состояние пилы не соответствует нормальному, проводят дополнительное вальцевание.
Ремонт полотен рамных пил состоит в обрезке полотна и приклепке планок.
Зубья рамных пил разводят, плющат или напаивают на них литой твердый сплав. Первый способ проще и дешевле, рекомендуется следующая величина развода на сторону зубьев рамных пил: при распиливании древесины мягких пород (сосна, ель) - при влажности древесины более 30% зимой и летом соответственно 0,6...0,7 и 0,7...0,8 мм, при влажности древесины менее 30% летом и зимой 0,6...0,7 мм; при распиливании древесины твердых пород (дуб, бук) - 0,45...0,6 мм.
Плющение позволяет увеличить шаг зубьев в 1,5...2 раза, что снижает мощность рамного пиления на 10... 15 %. Рекомендуемое уширение зубчатого венца на сторону после плющения, формования и первой заточки рамных пил составляет для хвойных пород 0,7...0,8 мм, для твердолист-венных- 0,6...0,65 мм. Повторять плющение и формование зубьев рамных пил следует после 2...4 заточек.
Напайка литого твердого сплава (в последнее время чаще используют стеллиты) производится при таком же уширении зубчатого венца рамных пил, как и при плющении.
Напайку пластинок металлокерамических твердых сплавов на зубья рамных пил производят редко, так как это возможно лишь при полном отсутствии контакта зубьев с заготовкой во время холостого хода.
Заточку зубьев нужно производить на специальных заточных станках типа ТчПА-7 с использованием корундовых заточных кругов зернистостью 40-60, твёрдостью K , L , M при скорости − ок. 50 зуб/мин.
Шлифование производится по всему профилю зуба, что позволяет убрать микротрещины, образующиеся в пильном полотне под растягивающей нагрузкой и предотвратить возможные разрывы полотен.
8.Дисковые пилы. Классификация. Плоские дисковые пилы, геометрические параметры пил.
Пилы (ГОСТ 980-80) применяются на лесопильном, деревообрабатывающем, лесозаготовительном производствах для продольной и поперечной распиловки бревен и пиломатериалов (брусьев, брусков, досок, горбылей, реек и др.) на круглопильных, шипорезных и других станках.
Конструкция и основные размеры пил приведены на рис. 1. По профилю зубьев пилы выпускаются двух типов: для продольной распиловки типа 1 исполнений 1 и 2 и для поперечной распиловки типа 2 исполнений 1 и 2.
Пилы для продольного пиления древесины(тип 1). Пилы исполнения 1 имеют ломанолинейную заднюю поверхность зубьев, а пилы исполнения 2 – прямолинейную заднюю поверхность. Пилы исполнения 2 применяют в основном в деревообрабатывающих бытовых станках, электрифицированном ручном инструменте, а также на фрезерных станках. Основную работу у пил выполняет короткая режущая кромка.

Рис. 1. Пилы круглые плоские
Пилы для поперечного пиления древесины (тип 2). Пилы исполнения 1 выпускаются с передним углом зубьев, равным нулю. Применяются они в круглопильных станках с нижним расположением пильного вала.
Пилы исполнения 2 имеют отрицательный передний угол зубьев (расположен он внутри тела зуба). Применяются они в круглопильных станках с верхним расположением шпинделя относительно распиливаемого материала. Основную работу при пилении выполняют боковые режущие кромки. Их затачивают со следующими углами наклона передних и задних поверхностей (углами косой заточки): 45° – при распиловке пиломатериалов хвойных пород; 55° – при распиловке пиломатериалов твердых пород; 65° – при распиловке бревен.
Материал пил – сталь марки 9ХФ по ГОСТ 5950-73. Твердость пил HRCэ 41...46. Пилы поставляются выправленными и прокованными для скоростей главного движения 40 ... 60 м/с при продольной распиловке и 40... 75 м/с – при поперечной. Пример заказа: пила 3420-0228 ГОСТ 980-80. Изготовитель – ЗАО “Инструмент”.
Значения инструментальных углов резания принимаются в зависимости от породы распиливаемой древесины. Их значения приведены в табл. 1.
Таблица 1. Значения инструментальных углов резания зубьев круглых пил
| Порода древесины | Профиль зубьев | Угловые параметры, град | ||||
| Тип | Исполнение | a | b | g | Угол наклона передней и задней граней | |
| Продольная распиловка | ||||||
| Хвойная Твердая Лиственная | ||||||
| Поперечная распиловка | ||||||
| Хвойная Твердая Лиственная | –25 –25 | |||||
| Примечание. При продольной распиловке мерзлой древесины хвойных пород передний угол g зубьев исполнения 1 необходимо уменьшить на 10...15°, а исполнения 2 – на 5...10°. При поперечной распиловке угол наклона передней и задней граней должен быть равен 65°. |
9. Подготовка дисковых пил: проковка, развод, заточка. Способы повышения жесткости пил.
Проковка пил не механизирована и требует высокой квалификации пилостава. Она заключается в нанесении ударов проковочным молотком по центральной части пилы, лежащей на наковальне. Перед проковкой пилу размечают для определения точек нанесения ударов, проводят 12... 16 радиусов, равномерно делящих диск, и 6...8 концентрических окружностей на равном расстоянии друг от друга, причем наружная окружность отстоит на 20...30 мм от окружности впадин зубьев, а внутренняя — на 30...40 мм от окружности диаметра зажимных фланцев. Удары молотком наносят с одинаковой силой на всей поверхности пилы по радиусам от периферии к центру в точках их пересечения с окружностями. В том же порядке и по тем же точкам пилу проковывают с другой стороны.
Заточка зубьев обеспечивает заданные угловые параметры зубьев и остроту режущих кромок. Рекомендуется применять для заточки круглых пил станок ТчПК8, а шлифовальных кругов ЭБ25СТ2Б5 и ЭБ40СТВ. Подача на один ход круга не должна превышать 0,06 мм. Подшлифовывают зубья точильным кругом ЭБ40СТВ. При этом делают два-три легких прохода с величиной врезания на один ход круга не более 0,02 мм. Заусенцы с боковых граней снимают мелкозернистым шлифовальным бруском.
Прифуговку выполняют по высоте зубьев и по ширине режущей кромки (с боков) с помощью фугующих приспособлений, устанавливаемых на пильных станках или вне их, а также на заточных станках. Прифуговку на валу осуществляют мелкозернистым оселком (зернистость 5... 10) при вращении пилы в направлении, обратном рабочему, и малой частоте вращения. Развод зубьев на сторону назначается в зависимости от физико-механических свойств распиливаемого материала, качества правки пил и режима резания. При распиливании влажной древесины мягких пород и невысоком качестве правки величина развода должна быть большей, при малых скоростях подачи (малой подаче на зуб) возможен меньший развод. Величина развода зубьев круглых пил для различных типов круглопильных станков составляет 0,3... 1,2 мм.
Оборудование, приспособления и инструменты для развода зубьев круглых пил: полуавтомат РАП8 (диаметр пил до 800 мм), ручные разводки ПИ-39, тиски для зажима пилы при разводе зубьев, индикаторный разводомер или шаблоны для контроля точности развода.
Зубья пил для продольного распиливания подвергают часто вместо развода плющению. Величина уширения зуба на сторону при плющении на 10 % меньше, чем при разводе. Оборудование и приспособления для плющения и формирования зубьев круглых плоских пил: полуавтомат для холодного плющения и формования зубьев ПХФК8 (ПХФД) (диаметр пил до 800 мм), ручная плющилка ПКЦ; ручная формовка ФКЦ, приспособление для установки пилы при плющении и формировании.
Дата добавления: 2015-05-16; просмотров: 2634;