Техническая характеристика дорабатывающего оборудования червячного типа
| Параметры | Экструдер | Смеситель «Трансфермикс» |
| Скорость вращения шнека, мин-1 | ||
| Длина рабочей части шнека, м | 4,935 | 4,350 |
| Диаметр шнека, м | 0,500/0,600 | 0,533/0,640 |
| Номинальная пропускная способность, т/ч | 15,0 | 13,0 |
| Мощность привода электродвигателя, кВт |
Последовательность введения компонентов в камеру резиносмесителя 23 по режимографу ЭВМ обеспечивается скоординированной работой загрузочных транспортёров 32,28,27,10, загрузочных ёмкостей 16 и насосов 6 (рис.2.28). Полимерная основа подаётся первой, затем техуглерод и остальные ингредиенты, а жидкие мягчители через инжектор впрыскиваются шестерёнчатым насосом при закрытом верхнем затворе. Каучуки доставляются от централизованного участка резки кусками разного размера в контейнерах 29 на питающие транспортёры 30 для взвешивания, а мелкие куски укладывают около весов 31, которые обслуживает оператор, набирая точные навески и укладывая их на загрузочный транспортёр 32. Светлые ингредиенты взвешиваются на автоматических весах 9,22,26 и с помощью соответствующих устройств загружаются в камеру смесителя. Техуглерод из расходных бункеров 12 дозаторами 13 подаётся на автоматические весы 14,15 и далее через ёмкость 16 - в загрузочную воронку смесителя с отсосом пыли, которую используют потом в менее ответственных изделиях. Химикаты, упакованные в мешочки на участке централизованной развески и доставленные с помощью ПТК, подаются с загрузочного транспортёра 28 прямо в загрузочную воронку резиносмесителя, чтобы предотвратить потери. Легкоплавкие и жидкие мягчители из обогреваемых трубопроводов 1 после взвешивания на автоматических весах 3,4 подаются в сборную ёмкость 5 для впрыскивания насосами-дозаторами 6 в рабочую камеру смесителя. По окончании цикла через откидную дверку нижнего затвора смесь поступает в загрузочную воронку экструдера-гранулятора 33 и выходит в виде цилиндриков диаметром 15мм и длиной 20-25мм с насыпной плотностью 585кг/м3. После обработки на установке 34 антиадгезивами гранулы подаются транспортёром 35 на установки 36 для охлаждения и сушки и по материалопроводу 37 пневмотранспорта - на склад для охлаждения во вращающихся барабанах.
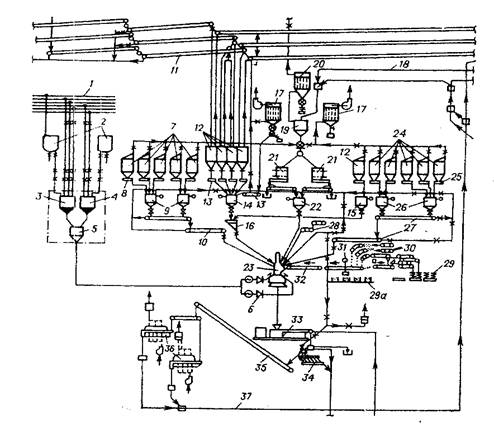
Рис.2.28. Схема изготовления маточных резиновых смесей в резиносмесителе РС-630.
Установка для охлаждения и сушки гранул является устройством непрерывного действия в режиме, при котором одновременно в один барабан поступают гранулы только что приготовленной смеси, а в другом барабане охлаждаются и выгружаются гранулы предыдущей партии. В загрузочный бункер 1 и далее через трубу заполнения 2 во входной корпус 3 поступают гранулы с температурой 130-140оС, откуда с помощью втяжных лопастей 4 попадают в цилиндрический корпус 5, ось которого наклонена к горизонтали под углом 2,5о (рис.2.29). Ленточные спирали 6, подъёмные лопасти 7 и тормозные кольца с секторными заслонками 8 на внутренней поверхности барабанаспособствуют перемещению гранул под действием силы тяжести к разгрузочному бункеру. Барабан в специальных кольцах 13 приводится во вращение через приводную шестерню 12 и зубчатый венец 11 от электродвигателя 10. Сушка и охлаждение гранул происходят во встречном потоке воздуха. В режиме загрузки барабан вращается по часовой стрелке, а движение гранул к выходу тормозится ленточной спиралью, тормозными кольцами и противотоком воздуха, что обеспечивает требуемую интенсивность их сушки, охлаждения и перемешивания. В режиме разгрузки барабан вращается против часовой стрелки, и скорость выхода гранул через разгрузочный бункер 9 повышается силой тяжести потока и усилием ленточной спирали. В барабанах гранулы разных партий усредняются, что позволило при применении барабанов большой ёмкости повысить на 15-20% стабильность и качество готовых смесей.
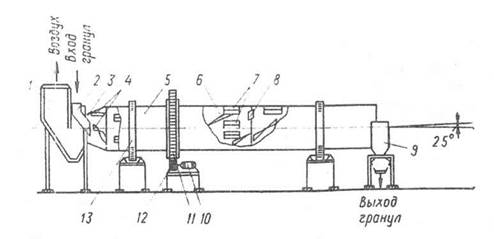
Рис.2.29. Схема устройства непрерывного действия для охлаждения гранул.
На ПО «Нижнекамскшина» гранулы маточных смесей из вращающихся барабанов 7 засасываются системой пневмотранспорта производительностью 7т/ч через роторные питатели 8 и подаются через промежуточный склад или напрямую к резиносмесителю второй стадии смешения (рис.2.30). На складе из осадителя 9 гранулы реверсивным транспортёром 12 раздаются по складским вращающимся ёмкостям 13, а на вторую стадию подаются в материалопровод через загрузочное устройство 15 и переключатели трубопроводов 16.
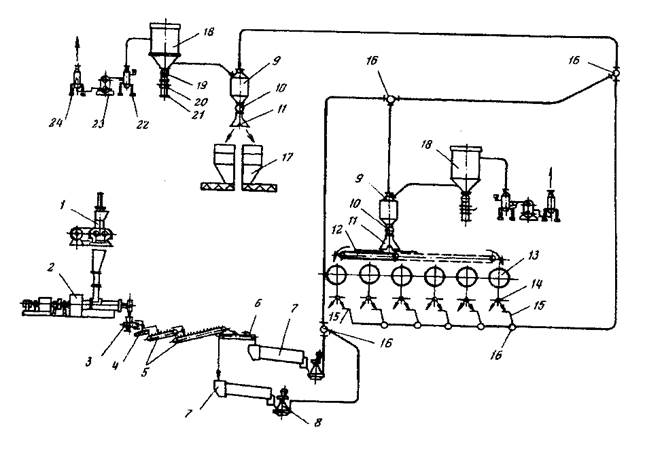
Рис.2.30. Система пневмотранспорта для гранулированных маточных смесей:
1-смеситель, 2-гранулятор, 3-влагоотделяющий транспортёр, 4-винтовый конвейер,
5-ленточные конвейеры, 6-реверсивный ленточный транспортёр, 7-охлаждающий барабан,
8-роторный питатель, 9-отделитель, 10-шлюзовый затвор, 11-двухрукавная течка,
12-реверсивный транспортёр, 13-складская барабанная ёмкость, 14-распределительная течка,
15-загрузочное устройство, 16-переключатель трубопроводов, 17-расходный бункер,
18-фильтр рукавный, 19-шлюзовый затвор, 20-шиберная задвижка, 21-контейнер для пыли,
22-успокоитель, 23-воздуходувка ротационная, 24-глушитель.
Опыт применения смесителей большой единичной мощности показал, что на заводах с большими объёмами смесей и частой сменой рецептов более эффективны линии из смесителя РС-370/10-60, червячного экструдера с валковой головкой АЧВЛ-1200, фестонной установки АФТ «В» и автоматизированного технологического комплекса, например АТК-3. Листы резиновых смесей и пластиката НК ПТК подаёт на механизированный высотный стеллажный склад, где маточные смеси перед применением хранят от 12 до 14ч, а готовые – не более трёх суток. Участок загрузки листов на поддоны включает петлю 6, ответвлённую от главной магистрали ПТК, в комплекте с одним устройством для погрузки заполненных поддонов на подвески 4 (рис.2.31). На каждой петле предусмотрены остановочные блоки: первый – для остановки подвески с порожним поддоном 5, второй – для остановки подвески, которая должна загружать поддон листовой резиновой смесью, а третий – для хранения подвесок, находящихся в ожидании выхода с петли. Смесь на выходе из фестонной установки 7 укладывают на тележку 2, которая транспортируется по рельсам от одной позиции к другой под осью петли линии ПТК. Подвеска с нагруженным поддоном 3 направляется к зонам разгрузки, находящимся в непосредственной близости от склада хранения листовой резиновой смеси, и подаётся в одну из его ячеек автоматическим краном-штабелером для хранения. Управление кранами, контроль качества, учёт наличия и поступления смесей осуществляется с помощью ЭВМ.
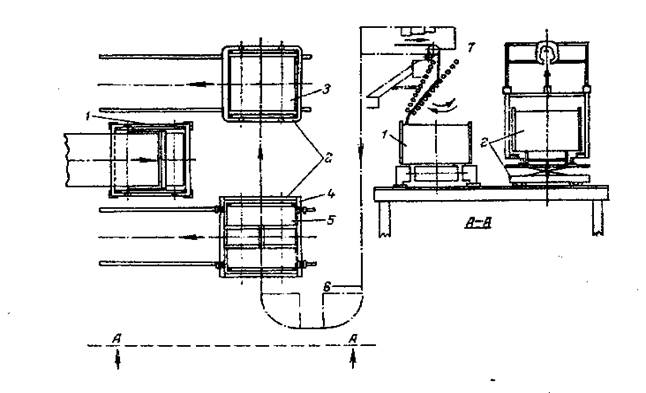
Рис.2.31. Технологическа схема изготовления резиновых смесей на линии АТК-3:
Дата добавления: 2015-05-16; просмотров: 1331;