Технические характеристики стандартных контейнеров серии 1
| Класс | Вместимость, м3 | Длина, мм | Ширина, мм | Высота, мм | Масса брутто, т |
| AA | 77,015 | 30,48 | |||
| A | 72,467 | 30,48 | |||
| B | 54,238 | 25,40 | |||
| C | 36,000 | 20,32 | |||
| D | 17,122 | 10,16 | |||
| E | 11,266 | 7,11 | |||
| F | 8,678 | 5,08 |
На современных шинных заводах упакованные грузы с рампы к высотным стеллажным складам подают подвесные толкающие конвейеры (ПТК), а перегружают автоматические краны-штабелеры с вилами одинарной или двойной глубины (рис.2.19). Стеллажные склады имеют высоту 12-15м (за рубежом - до 35м) и оборудованы автоматизированной системой управления транспортными средствами для приёмки материалов и выдачи в производство по принципу «первым загружен – первым выгружен». Контролируются масса, номенклатура, упаковка и дата поступления грузов, время их хранения, маршруты приёмки и выдачи, связь с заводской ЭВМ. При этом подготовка и транспортирование каучуков остаётся наиболее трудоёмким процессом.
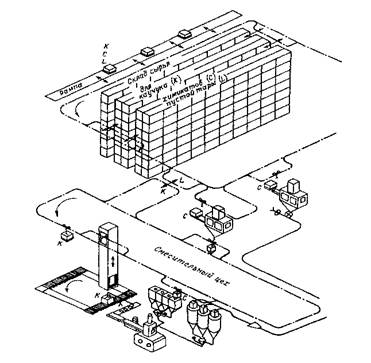
а б
Рис.2.19. Принципиальная технологическая схема складирования и транспортировки сырья
в подготовительный цех (а) и общий вид автоматического крана-штабелера (б):
1-поддон с обрабатываемым грузом, 2-каретка, 3-корпус крана-штабелера,
4-верхняя направляющая, 5-контейнеры для навесок каучука,
6-электросиловой щит, 7-опорный направляющий рельс.
Декристаллизация НК в камерах периодического действия имеет низкую производительность, а высокочастотные установки не дают равномерности нагрева и трудно поддаются управлению. Поэтому кипы НК массой около 112кг, предварительно разрезанные гидравлическим ножом на 4-5 частей, декристаллизуют в камерах непрерывного действия с цепным конвейером. По рольгангу куски НК скатываются на подвески цепного конвейера, двигающегося со скоростью 0,7м/мин, и проходят через распарочную камеру. Воздух внутри камеры нагревается калорифами до 90-100оС и циркулирует с помощью вентиляторов, а места проёмов для входа и выхода подвесок теплоизолированы воздушными завесами. Полки подвесок посыпаны тальком для предотвращения прилипания каучука, а после выхода из камеры опрокидываются над ленточным транспортером 8, который доставляет каучук на пластикацию.
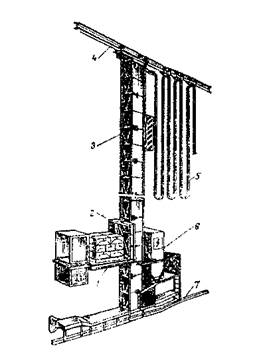
Дозирование каучуков осуществляют на установке фирмы FATA четырёх модификаций: для одного (ДАК-300/1), двух (ДАК-300/2), трёх (ДАК-300/3) и четырёх (ДАК-300/4) каучуков (рис.2.20). Она состоит из системы приводных конвейеров (1, 5-7), машины 2 для грубой резки брикета и тонкого реза, в котором ленточный нож совершает возвратно-поступательное движение, устройства 3 для зажима брикета и автоматических весов 4. Установка может на централизованном участке автоматически перекладывать комплексную навеску заданной точности на подвеску ПТК для подачи в резиносмеситель, или у смесителей подавать её на загрузочный транспортёр.
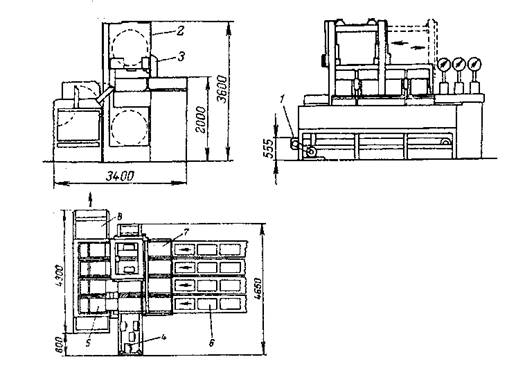
Рис.2.20. Схема автоматизированной установки ДАК-300/4 для дозирования каучуков:
1-конвейер комплексной навески каучуков, 2-машина с двумя комбинированными лезвиями
для грубой и тонкой резки брикета, 3-устройство для зажима брикета каучука, 4-весы,
5-конвейеры для отбора навесок каучука, 6-питающие конвейеры, 7-конвейеры подачи брикетов в машину для резки, 8-выход комплексной навески каучуков.
Пневмотранспортные системы приёмки техуглерода из железнодорожных вагонов-хопперов, подачи в складские бункера и далее в расходные бункера смесителей наиболее герметичны, надёжны в работе, компактны и автоматизированы (рис.2.21). Техуглерод из приёмной ёмкости 1 загружается с помощью винтового питателя 2 в стальной материалопровод 4 и потоком воздуха от вентилятора 3 посредством переключателя трубопроводов 5 направляется к одному из двух пунктов. Распределитель 8 направляет отделившийся в циклоне 7 техуглерод в один из трёх бункеров 6, а распределитель 9 отделившийся в таком же циклоне техуглерод - в один из расходных бункеров 10. Далее из бункеров винтовые дозаторы 11 направляют навески техуглерода через материалопровод в одну из расходных ёмкостей 12, расположенных над резиносмесителями. Система закольцована воздуховодом с всасывающим патрубком вентилятора 3. Снижение скорости перемещения техуглерода струями над постилающим слоем уменьшило разрушение его гранул, а применение на отдельных участках эластичных рукавов или шлангов исключило налипание пыли на его внутренних стенках. Систему продолжают улучшать путём повышения концентрации псевдоожиженного и пробкообразного потоков техуглерода и комбинирования сил воздействия на материал – вибрации, аэрирования, ультразвука и т.д. На ОАО «Омскшина» продолжает работать автоматизированная механическая схема приёмки, по которой техуглерод ссыпают из хоппера с помощью гибкого шланга в ёмкость и перемещают в горизонтальном и вертикальном направлениях с помощью системы винтовых конвейеров и ковшовых элеваторов соответственно.
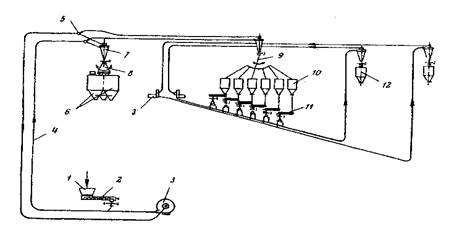
Рис.2.21. Схема замкнутой системы пневмотранспорта низкого давления для техуглерода.
Транспортирование химикатов начинают с растаривания, пересыпания в контейнеры массой около 0,5т и подачи их с помощью ПТК напрямую в расходные бункера у резиносмесителей или к установкам дозирования централизованного участка, а далее – пневмотранспортом. Бумажные мешки освобождают от химикатов с помощью растарочных машин 1 марки ОКАС-150 с максимальной производительностью 150 мешков/час и прессуют в кипы прессом 4, а материал высыпают в приёмные точки – шлюзовые питатели 2 вместимостью по 5-7л, (рис.2.22). Отечественная схема пневмотранспорта состоит из семи линий стальных материалопроводов для химикатов больших объёмов потребления: сульфенамида Ц, каптакса, альтакса, продукта 4010NA, неозона Д, диафена ФП и фталевого ангидрида. Оксид цинка, кремнекислоту и каолин подают по отдельной линии с растарочной машиной 3 и загрузочной воронкой 5, а загружают через шлюзовые продуваемые питатели 6 вместимостью по 13л. С помощью переключателей трубопроводов материалы распределяют по расходным бункерам 9, на которых установлены насадочные фильтры 10 с регенерацией обратной импульсной продувкой воздухом среднего давления. Отработанный воздух отсасывают вентилятором 11, а воздушный поток создают ротационными воздуходувками 12 производительностью 17-20 м3/мин. Дальность транспортирования материалов - 340м, производительность - от 0,9т/ч для белой сажи до 1,2-3т/ч для остальных химикатов.
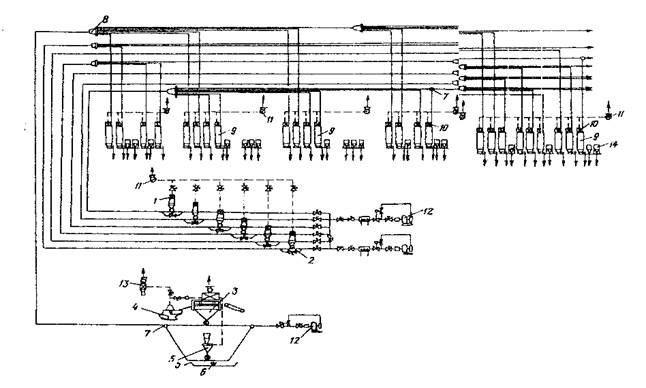
Рис.2.22. Система напорного пневмотранспорта химикатов.
Централизованный участок дозирования химикатов насчитывает до двенадцати станций дозирования, связанных с группами из шести бункеров с различными химикатами. Автоматизированная система дозирования фирмы «Нокия» (Финляндия) состоит из десяти передвижных бункеров 2, пяти автоматических узлов дозирования 3,4 и системы перемещения контейнеров 5 (рис.2.23). Химикаты для одной закладки маточной смеси распределяют не более чем в три полиэтиленовых мешка, а для приготовления готовой смеси – в один мешок. Пакеты с готовыми навесками устанавливают на ленточные конвейеры, перегружают на полки ПТК и далее на ленточный конвейер для загрузки в воронку смесителя. Подвеска ПТК для химикатов оборудована тремя полками, и на каждой находится навеска для одной закладки в смеситель.
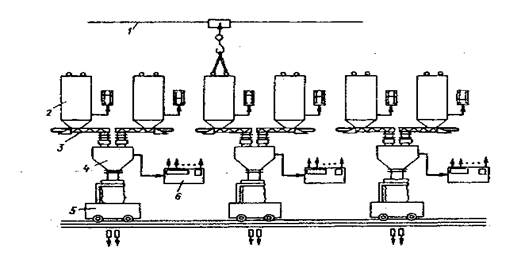
Рис.2.23. Гибкая система автоматизированной развески химикатов:
1-монорельс, 2-промежуточные бункеры, 3-шнековый питатель, 4-весовой дозатор,
5-передвижной контейнер, 6-система управления.
Жидкие и легкоплавкие материалы с температурой плавления до 70оС поступают на завод в бочках, автомобильных и железнодорожных цистернах. Сливают их через нижние штуцеры цистерны 1 в отапливаемом помещении 2 по трубопроводу 6 в складские резервуары-хранилища 7 вместимостью 25-75м3 с фильтрами, змеевиками и паровыми рубашками для их подогрева (рис 2.24).
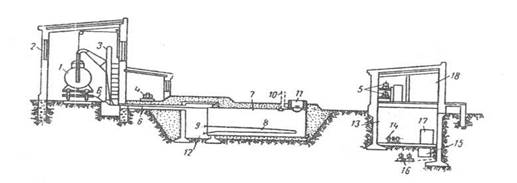
Рис.2.24. Схема склада мягчителей: 3-паровой циркуляционный стояк,
4-паровой циркуляционный насос, 5-теплообменники, 8-паровые нагревательные элементы, 9-штуцер, 10-трубопровод «воздушка», 11-бетонные колодки, 12-коридор управления,
13-насосная станция, 14-насосы для мягчителей, 15-бак для сбора конденсата, 16-насос
для конденсата, 17-вентиляционная камера, 18-раздаточное помещение.
Автоматическую развеску мягчителей ведут из циркуляционной системы трубопроводов 3, куда их перекачивают циркуляционными насосами 2 по обогреваемым трубопроводам из расходных ёмкостей 1 подготовительного цеха (рис.2.25). Мягчители через автоматические весы 5 направляются в сборные ёмкости 6 и нагнетаются инжектором 8 в рабочую камеру смесителя 7. Автоматическая система подачи, развески и дозирования пяти типов мягчителей установлена на АО «Воронежшина». Пять стальных расходных баков вместимостью по 1.5м3 служат резервуарами для систем кольцевых магистралей трубопроводов. Каждый бак имеет уровнемеры для автоматического контроля наполнения. Четыре бака имеют контрольно-измерительные приборы парового обогрева, один бак – обогрева горячей водой. В дополнение к системам кольцевых трубопроводов имеются два плавильных бака твёрдых мягчителей с системой их обогрева паром, к которым они транспортируются на поддонах, а стеарин подают по дополнительному кольцу трубопроводов.
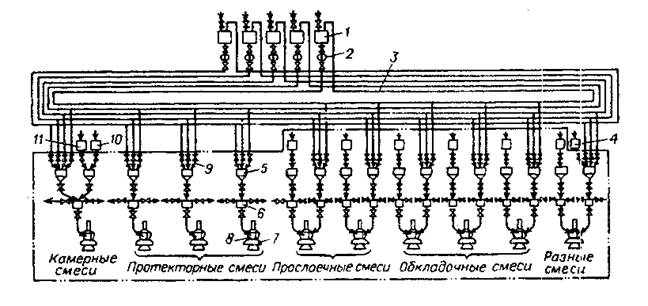
Рис.2.25. Схема транспортирования и развески мягчителей: 9-мембранные клапаны,
10-расходная ёмкость для минерального масла, 11-расходная ёмкость для парафинов.
Дозирование материалов проводят с точностью до 3%, а системы автоматического дозирования применяют на предприятиях с ассортиментом не более 20-25 видов шин и не более 40-50 наименований ингредиентов. Централизованная система дозирования включает общее оборудование для нескольких смесителей на отдельном участке, что позволяет изготовлять много разных смесей с большим числом компонентов. Индивидуальная системадозирования включает бункера и ёмкости с автоматическими весами, дозаторами и транспортирующими механизмами у каждого смесителя для всех поступающих материалов. Применение ее ограничено невозможностью установки около одного смесителя более 20-25 бункеров. Комбинированные полуавтоматические системы дозирования применяют на заводах с большим ассортиментом изделий и позволяют большие навески, например 10-15кг техуглерода, взвешивать автоматически у смесителя, а малые количества - на централизованных участках. При этом подача к смесителям и загрузка ингредиентов могут не автоматизироваться. Каучуки, регенерат, ускорители вулканизации и сера, трудно поддающиеся автоматической развеске, взвешиваются и загружаются оператором.
Металлокорд поступает в виде стандартных шпуль с одиночными нитями в металлических или картонных коробках с влагопоглотителем. Объём входного контроля его качества и свойств резин определяется в каждом конкретном случае. Сплошной контроль качества металлокорда и резиновых смесей применяют при технологических авариях, освоении новой продукции и новых видов сырья, технологических процессов и оборудования, а выборочный и статистический контроль - при стабильном производстве освоенной продукции. Окисление поверхности и влажная коррозия металлокорда снижают его адгезионные свойства, что обуславливает жёсткие требования к его хранению, транспортированию и переработке. При хранении в сухой среде (при относительной влажности менее 40%) его адгезионные свойства не изменяются в течение продолжительного времени, а в условиях повышенной влажности - быстро ухудшаются. Хранить металлокорд необходимо в неповрежденной таре поставщика и в условиях, исключающих конденсацию влаги, что достигается при использовании отапливаемых и вентилируемых хранилищ. Транспортируют металлокорд только упакованным и в крытых транспортных средствах, не допускается попадание атмосферных осадков на его упаковку, а для морского транспорта применяется специальная упаковка.
Дата добавления: 2015-05-16; просмотров: 1838;