Автоматизация металлорежущих станков
Для автоматической обработки деталей на металлорежущем станке должен быть выполнен заранее установленный порядок перемещений рабочих органов станка, осуществляемых по определенному закону – программе.
В зависимости от системы программного управления выделяют две группы станков:
а) С механической системой управления – станки-автоматы и полуавтоматы.
На этих станках автоматизация осуществляется путем применения различного рода кулачков, копиров, шаблонов, упоров и др., которые выполняют функцию программоносителей.
Работой такого станка, как правило, управляет распределительный вал, за один оборот которого выполняется весь цикл изготовления детали. Кулачки, посаженные на распределительный вал, управляют движением суппортов, вращением шпинделя, механизмами подачи и закрепления прутка.
Автоматы – станки, на которых после наладки обработка осуществляется без участия рабочего. Применяется в массовом и крупносерийном производстве для обработки крепежных деталей, валиков, втулок, колец и др.
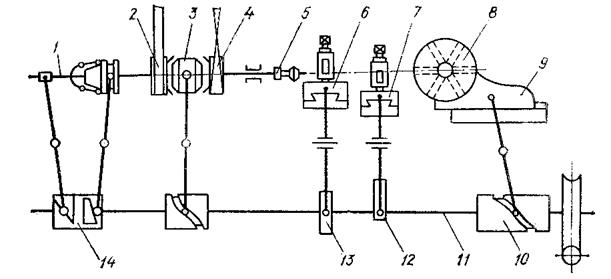
Рис.4.44. Принципиальная схема токарно-револьверного автомата.
Полуавтоматы – станки, в которых весь цикл обработки заготовки и остановки станка после ее окончания осуществляется автоматически, а установка, снятие заготовки и пуск станка производится рабочим. Применяются в серийном производстве для обработки осей, фланцев, валов, зубчатых колес и др.
На рис.4.44 показана работа пруткового токарно-револьверного автомата. Пруток 1 пропускают через отверстие шпинделя и закрепляют в цанговом патроне 5. Прямое вращение шпинделя осуществляется от электродвигателя через шкив 2, а обратное – через шкив 4; шкивы включаются муфтой 3. Шестипозиционная револьверная головка 8, в которую могут быть установлены 6 инструментов, поворачивается вокруг горизонтальной оси, и имеет только продольную подачу. Работой станка управляет распределительный вал 11. Кулачок 10, насаженный на вал, управляет движением револьверного суппорта, кулачки 12 и 13 управляют работой поперечных суппортов 6 и 7. В конце обработки резец, закреплённый в суппорте 7 отрезает деталь, после чего кулачок на барабане 14 раскрепляет пруток, а другой кулачок, установленный на этом же барабане подаёт пруток до упора. После чего весь цикл обработки повторяется для следующей детали.
Станки с механическим системами управления выгодно использовать лишь в массовом и серийном производстве, так как их переналадка очень сложна (требуется изготовление новых кулачков, копиров и т.п.).
В настоящее время около 75 % машиностроительной продукции как в России, так и за рубежом выпускается в условиях мелкосерийного и единичного производства. Автоматизация процессов механической обработки в таких условиях путем использования станков традиционного исполнения (автоматов и полуавтоматов) нецелесообразна в связи с большими затратами на технологическую оснастку и большой трудоемкостью их наладки. Основной путь автоматизации механической обработки в мелкосерийном производстве – применение станков с числовым программным управлением.
б) Станки с электромеханической системой управления – станки с числовым программным управлением (ЧПУ). Программа работы станков с ЧПУ задается в цифровом виде и наносится на условном языке (коде) на программоноситель (перфолента, магнитная лента, гибкий магнитный диск (дискета) и т.п.), т.е. вся исходная информация для обработки детали преобразовывается в символы и создается числовая модель обработки детали. В устройстве управления станков эта информация считывается, преобразуется в сигналы, управляющие исполнительными приводами станка.
Станки с ЧПУ быстро переналаживаются путем замены программы без смены или перестановки механических элементов станка. Ни один другой вид металлообрабатывающего оборудования не обладает такими широкими возможностями быстрой переналадки в сочетании с высоким уровнем автоматизации, как станки с ЧПУ. В настоящее время станки с ЧПУ являются основным средством автоматизации механической обработки деталей в единичном и мелкосерийном производстве. Станки с ЧПУ целесообразно применять и в массовом производстве, поскольку даже в массовом производстве обновление и смена выпускаемых изделий происходят часто.
Ранее применялась одна из разновидностей станков с программным управлением – станки с цикловым программным управлением (ЦПУ). Программа задавалась в станках с ЦПУ путем определенного набора коммутирующих элементов (штекеров) на панели упоров, отключающих подачу суппорта, стока и т.п. Настройка их была очень длительной.
Большим преимуществом станков с ЧПУ является возможность создания самонастраивающихся (адаптивных) систем управления, которые могут самостоятельно выбирать оптимальные режимы резания применительно к изменяющимся условиям по определенным критериям. Причины, вызывающие изменения процесса обработки – изменение припуска на обработку, твердости обрабатываемого материала, затупление режущего инструмента.
Дата добавления: 2015-04-19; просмотров: 3644;