Обработка заготовок на фрезерных станках
Фрезерование – способ обработки металлов резанием с помощью многолезвийных режущих инструментов, называемых фрезами.
Главное движение при фрезеровании – вращение фрезы, движение подачи – медленное поступательное движение фрезы или заготовки.
Фрезерование обеспечивает 8…10-й квалитет точности и шероховатость Ra 1,6…6,4.
Горизонтальные плоские поверхности фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис.4.26, а) и на вертикально-фрезерных станках – торцовыми фрезами (рис.4.26, б).
Вертикальные плоские поверхности фрезеруют торцовыми (рис.4.26, в) или дисковыми фрезами (рис.4.26, г) на продольно-фрезерных станках, а также концевыми фрезами (рис.4.26, д) на вертикально-фрезерных.
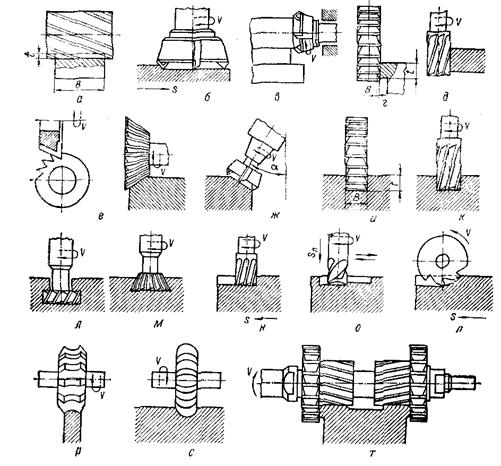
Рис.4.26. Типы фрез и схемы фрезерования поверхностей.
Наклонные плоскости и скосы фрезеруют на горизонтально-фрезерных танках одноугловыми фрезами (рис.4.26, е) или на вертикально-фрезерных с поворотной головкой торцовыми фрезами (рис.4.26, ж).
Уступы и прямоугольные пазы обрабатывают дисковыми (рис.4.26, и) и концевыми (рис.4.26, к) фрезами соответственно на горизонтально- и вертикально-фрезерных станках.
Т-образные пазы и пазы типа «ласточкин хвост» фрезеруют соответственно фрезой для Т-образных пазов (рис.4.26, л) концевой одноугловой фрезой (рис.4.26, м) на вертикально-фрезерном станке в два прохода: предварительно прорезают прямоугольный паз цилиндрической концевой фрезой, а затем обрабатывают паз фрезой соответствующего профиля.
Закрытые шпоночные пазы фрезеруют концевыми (рис.4.26, н) или шпоночными (рис.4.26, о) фрезами на вертикально-фрезерных станках, а открытые шпоночные пазы – дисковыми (рис.4.26, п) фрезами на вертикально-фрезерных станках.
Фасонные поверхности фрезеруют фасонными фрезами (рис.4.26, р, с) соответствующего профиля, главным образом на гоизонтально-фрезерных станках.
Комбинированные (сложные) поверхности фрезеруют набором фрез (рис.4.26, т) на горизонтально-фрезерных станках.
Классификация фрез.
1) По форме зуба различают фрезы с острозаточенными зубьями и с затылованными зубьями. Заточка фрез с острозаточенными зубьями производится по задней поверхности зуба, такие фрезы проще в изготовлении и более стойки, но применяются только для обработки плоских поверхностей, так как при перезаточке режущий периметр зубьев не сохраняется. Заточка фрез с затылованными зубьями производится по передней поверхности, задняя поверхность зубьев у таких фрез очерчена по архимедовой спирали, поэтому при переточке по передней поверхности профиль зубьев сохраняется: в этом основное преимущество фрез с затылованными зубьями. Применяются фрезы с затылованными зубьями для обработки фасонных поверхностей.
2) По способу крепления на станке фрезы бывают насадными (на оправку) и концевыми (с хвостовиком).
3) По расположению зубьев фрезы бывают прямозубыми, с винтовым зубом и разнонаправленным зубом. Прямозубыми фрезами практически невозможно достичь спокойного (равномерного) резания. Особенность фрезерования – прерывистость процесса в отличие от формообразования поверхности на токарном, сверлильном и других станках, где режущие кромки инструментов находятся в контакте с заготовкой до окончания резания. Чем больше зубьев фрезы одновременно участвует в резании, тем более равномерно происходит резание, для этого используют фрезы с винтовым зубом.
4) По конструкции фрезы бывают цельными, составными и с вставными зубьями.
5) По материалу режущей части фрезы делятся на фрезы из быстрорежущих сталей и фрезы с твердосплавными пластинками.
Геометрию фрезы рассмотрим на примере цилиндрической фрезы (рис.4.27).
Рис.4.27. Элементы геометрии фрез.
Угол ω – угол наклона зубьев; у прямозубой фрезы ω = 0º. Угол γ – передний угол измеряется в секущей плоскости перпендикулярной режущей кромке между передней поверхностью лезвия и линией, проходящей через центр фрезы. Передняя поверхность контактирует со стружкой и срезаемым слоем. Ширина задней поверхности f обычно равна 1…2мм. Угол α – главный задний угол, измеряется в торцовой плоскости между касательной к окружности фрезы и задней поверхностью лезвия.
Режим фрезерования определяется следующими параметрами:
1) Скорость резания (окружная скорость вращения фрезы). Скорость резания (м/мин) вычисляют по формуле V= πDn/1000, где D – диаметр фрезы, мм; n – частота вращения фрезы, об/мин.
2) Подача. Различают следующие виды подач: подачу на один зуб фрезы Sz (мм/зуб) – это величина перемещения заготовки относительно фрезы за время ее углового поворота на один зуб; подачу на один оборот фрезы So (мм/об) – это перемещение заготовки относительно фрезы за один ее оборот; минутную подачу Sm (мм/мин) – перемещение заготовки за минуту. Между различными подачами существуют следующие соотношения:
Sm = So∙n = Sz∙z∙n, где z – число зубьев. Как правило, пользуются подачей Sz; обычно Sz = 0,03…0,08 мм/зуб.
3) Глубина резания – кратчайшее расстояние между обрабатываемой и обработанной поверхностями.
4) Ширина фрезеруемой поверхности В (см. рис.4.26, а).
При фрезеровании цилиндрическими, дисковыми, торцовыми фрезами различают следующие схемы фрезерования:
а) Встречное фрезерование (рис.4.28, а), когда направление скорости V зубьев фрезы в точке касания с обработанной поверхностью противоположно направлению подачи заготовки. При встречном фрезеровании нагрузка на зуб возрастает от 0 до максимального значения, так как толщина срезаемого слоя а увеличивается от 0 до аmax. При этом сила, действующая на заготовку, стремится оторвать её от стола, что приводит к вибрациям и увеличивает шероховатость обработанной поверхности. Имеется начальное скольжение зуба по наклёпанной поверхности АВ, что увеличивает износ фрезы. Вместе с тем зубья работают «из-под корки», т.е. фреза подходит к твёрдому поверхностному слою снизу.
б) Попутное фрезерование (рис.4.28, б), когда направление скорости V зубьев фрезы в точке касания с обработанной поверхностью совпадает с направлением подачи заготовки. При попутном фрезеровании зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, снижает износ фрезы и шероховатость поверхности. Сила, действующая на заготовку, прижимает ее к столу, что уменьшает вибрации.
Встречное фрезерование целесообразно применять при черновом фрезеровании, а попутное – при чистовом.
| а) | б) |
| 
|
Рис.4.28. Схемы встречного (а) и попутного (б) фрезерования.
Основное технологическое время при фрезеровании определяется по формуле:
 ,
,
где Sm – минутная подача, i – количество проходов, расчётная длина L вычисляется по формуле  (рис.4.29), l1 – путь врезания, l2 – перебег фрезы.
(рис.4.29), l1 – путь врезания, l2 – перебег фрезы.
| Рис.4.29. Определение расчётной длины фрезерования. |
Обычно l2 = 2…5 мм, а путь врезания оценивают по следующим формулам:
Для цилиндрических фрез  , мм,
, мм,
При фрезеровании торцовыми фрезами  , мм.
, мм.
Дата добавления: 2015-04-19; просмотров: 3986;