Поверхностная закалка.
Для многих деталей, работающих в условиях циклических нагрузок (валы, шестерни), требуется не только высокая износостойкость поверхности, но и высокая вязкость и пластичность внутренних слоев. Достичь этого можно применением поверхностной закалки.
Поверхностная закалка – процесс термической обработки, заключающийся в нагреве только поверхностного слоя изделия до температуры выше Ас3 для доэвтектоидных и Ас1 для заэвтектоидных сталей с последующим охлаждением с целью получения структуры мартенсита в поверхностном слое (рис.3.12).
Все способы поверхностной закалки основаны на быстром нагреве поверхностного слоя выше точек фазовых превращений и последующем охлаждении, приводящем к тому, что слой I (рис.3.12, а), нагретый выше температуры Ас3 , закалится полностью, слой II – частично, а слой III останется незакаленным. В результате обеспечивается высокая прочность и износостойкость поверхностных слоев в сочетании с пластичностью и вязкостью сердцевины изделия.
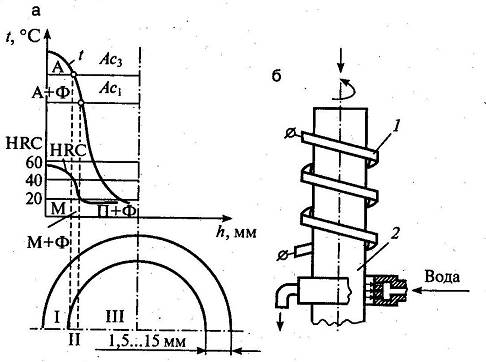
Рис. 3.12 Кривые распределения температуры и твердости после закалки:
а – по сечению изделия, б – схема индукционного нагрева.
Закалочные температуры для поверхностной закалки выбираются более высокими (на 100…200 0С), чем для обычной, т.к. при нагреве с высокими скоростями превращение перлита в аустенит происходит в области более высоких температур. Поскольку перегрев тонкого поверхностного слоя осуществляется с очень большой скоростью и выдержка при температуре закалки отсутствует. он не приводит к ухудшению структуры за счет роста зерна аустенита.
Глубина закалки – 1,5…15 мм:
а) детали, подвергающиеся усталостному изнашиванию – 1,5…3 мм;
б) при особо высоких контактных нагрузках – 10…15 мм.
Методы поверхностной закалки:
1. Индукционным нагревателем ТВЧ (токами высокой частоты) – изделия помещают в индуктор 1, состоящий из одного или нескольких витков медной трубки, через которую пропускают переменный ток высокой частоты (500…600000 Гц). При этом вокруг индуктора возникает магнитное поле, а детали 2 генерируются вихревые токи, которые и нагревают поверхность детали до температуры закалки, после чего следует резкое охлаждение водой и низкий отпуск. Скорость нагрева от 100 до 1000 0С/с. Время нагрева зависит от скорости нагрева и находится в пределах 1,5…40 с. Толщина закаленного слоя зависит от частоты тока, которая определяет глубину проникновения индуцируемых в деталях вихревых токов (чем выше частота, тем меньше глубина проникновения тока).
Преимущества:
а) твердость на 3…5 HRCэ выше, чем при обычной закалке ;
б) более мелкое зерно (2…4 балла),
в) меньший брак по короблению и образованию закалочных трещин;
г) нет окалинообразования и выгорания углерода,
д) высокая производительность.
Применение:
а) для сталей, содержащих 0,4…0,5 % С (40, 45, 45Х, 40 ХН и др.), которые после закалки имеют высокие твердость (50…60 HRCэ), сопротивляемость изнашиванию, не склонны к хрупкому разрушению;
2. Газопламенная поверхностная закалка– нагрев поверхностного слоя детали пламенем сгорающего газа, имеющего температуру 2400…3000 0С и охлаждение водой. Толщина закаленного слоя 2…4 мм, твердость 50…56 HRCэ , структура – мартенсит и феррит.
Преимущества:
а) меньшие напряжения, чем при обычной объемной закалке.
Применение:
а) для крупных изделий, таких как коленчатые валы особо мощных двигателей, прокатные валы и т.д.
3. Закалка в электролите– при пропускании тока через электролит (5…10% - ный раствор кальцинированной соды) на катоде, которым является закаливаемая деталь, образуется газовая рубашка водорода. Ток при этом сильно возрастает и деталь нагревается, после чего, отключив ток, можно сразу закалить ее в том же электролите.
Применение:
а) для небольших деталей в условиях массового производства.
Дата добавления: 2015-04-15; просмотров: 2016;