Отжиг сталей
Отжиг сталей применяют для устранения неоднородности микроструктуры литых деталей, для снятия наклепа в материале после прокатки, ковки и т.д., а также для подготовки детали к последующей технологической операции (резанию, закалке и т.д.).
На рисунке 3.2 показаны температурные области нагрева заготовок при различных видах отжига.
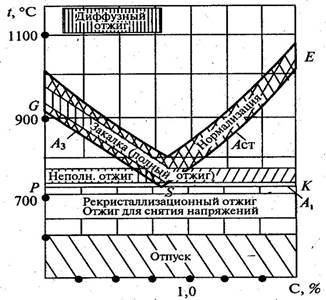
Рис. 3.2 Фрагмент диаграммы Fe-Fe3C и температурные области нагрева при термической обработке стали.
1. Диффузионный отжиг (гомогенизацию)применяют для устранения дендритной ликвации в стальных слитках и отливках, для повышения пластичности и вязкости легированных сталей за счет более благоприятного распределения избыточных карбидов в результате их частичного растворения и коагуляции.
Схема технологического процесса:
а) нагрев до 1100 0С,
б) длительную выдержку в течение 8…20 ч и медленное охлаждение.
Однако из-за высоких температур гомогенизации происходит рост аустенитного зерна, для устранения чего необходимо провести полный отжиг или и нормализацию.
2. Рекристаллизационный отжигприменяют для снятия наклепа и повышения пластичности холодно деформированных сталей. Схема технологического процесса:
а) нагрев температур, превышающих порог рекристаллизации: 650…760 0С,
б) выдержку в течение 0,5…1,5 ч и медленное охлаждение.
При этом вытянутые из-за деформации зерна феррита (после прокатки) становятся равноосными, происходит коагуляция и сфероидизация частиц цементита и пластичность стали повышается.
3. Отжиг для снятия остаточных напряженийприменяют для стальных деталей после литья, сварки, или механической обработки. Остаточные напряжения возникают из-за неравномерного охлаждения, неоднородности пластической деформации и могут вызвать изменение размеров, коробление изделий в процессе обработки, эксплуатации или хранения. Схема технологического процесса:
а) нагрев температур 160…700 0С,
б) выдержку в течение 2…3 ч и медленное охлаждение.
Выбор температур зависит от от вида предшествующей обработки: после резания – при 570…600 0С, сварки – 650…700 0С, шлифования – 160…180 0С.
Для получения равновесной структуры с целью снижения твердости, повышения пластичности и вязкости стали, улучшения обрабатываемости, измельчения зерен отжиг проводят при температурах выше точек Ас3 или Ас1 и подразделяют на полный, неполныйиизотермический.
1. Полный отжигприменяют для перекристаллизации всей структуры доэвтектоидной стали с целью измельчения зерна ферритной и перлитной составляющих и снятия остаточных напряжений.
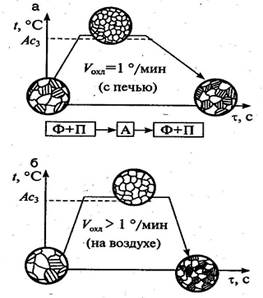
Рис. 3.8а Режим отжига стали:
а – полный, б – нормализационный.
Схема технологического процесса:
а) нагрев стальных деталей на 30…50 0С выше точки Ас3,
б) выдержку и медленное охлаждение вместе с печью.
При этом образуется мелкозернистый аустенит, обуславливающий получение перлита с мелким зерном, что обеспечивает высокую вязкость и пластичность стали.
1а.Разновидностью полного отжига является нормализационный отжиг (нормализация).В этом случае отжиг обязательно сопровождается α ↔ γ-фазовыми превращениями. Его применяют для получения мелкозернистой однородной структуры, устранения цементитной сетки в структуре доэвтектоидной стали, частичного снятия внутренних напряжений и наклепа, улучшения штампуемости и обрабатываемости резанием.
Схема технологического процесса:
а) нагрев на 30…50 0С выше Ас3 для доэвтектоидных или выше Асст для заэвтектоидных сталей;
б) выдержку в течение 0,5…3 ч;
в) охлаждение на воздухе.
При этом образуется мелкозернистый аустенит, обуславливающий получение перлита с мелким зерном, что обеспечивает высокую вязкость и пластичность стали.
Преимущества по сравнению с полным отжигом:
1) Ускоренное охлаждение на воздухе приводит к сокращению времени, затрачиваемого на охлаждение детали;
2) Сталь более прочная, т.к. распад аустенита происходит при более низких температурах, что повышает дисперсность ферритоцементитной смеси.
Применение:
1) для деталей неответственного назначения из среднеуглеродистых сталей, чтобы заменить улучшение;
2) нормализацию с высоким отпуском (600…650 0С) используют для исправления структуры легированных сталей вместо полного отжига, что повышает производительность.
2. Неполный отжигприменяется для улучшения обрабатываемости резанием и получения зернистого перлита в структуре заэвтектоидных сталей.
Схема технологического процесса:
а) нагрев на 30…50 0С выше Ас1;
б) выдержку;
в) медленное охлаждение.
При этом в доэвтектоидных сталях происходит перекристаллизация только перлита.
А в эвтектоидных и заэвтектоидных сталях перлит приобретает зернистое строение вместо пластинчатого (частицы цементита становятся сфероидальными). Поэтомуэвтектоидные и заэвтектоидные стали подвергают только неполному отжигу, который называется сфероидизирующим.
Параметры сфероидизирующего отжига:
а) нагрев до 750…760 0С для эвтектоидных и до 770…790 0С для заэвтектоидных сталей;
б) выдержку;
в) медленное охлаждение до температуры образования карбидов;
г) выдержку при этой температуре 1…3 ч;
д) быстрое охлаждение на воздухе.
Преимущества:
1) стали с зернистым перлитом лучше обрабатываются резанием , т.к. имеют более низкую твердость (160…180 НВ), чем стали с пластинчатым перлитом (180…250 НВ).
3. Изотермический отжигприменяется для измельчения зерна, снижения твердости и снятия внутренних напряжений.
Схема технологического процесса:
а) нагрев на 20…30 0С выше Ас3;
б) выдержку;
в) быстрое охлаждение до температур 680…620 0С ( ниже точки Аr1 на 50…100 0С);
г) выдержку до полного распада температуры;
д) охлаждение на воздухе.
При этом получается более однородная феррито-перлитная структура.
Преимущества:
1) в 2…3 раза сокращается длительность технологического процесса, что особенно важно при отжиге больших поковок из легированных сталей.
Дата добавления: 2015-04-15; просмотров: 2526;