Делительные головки непосредственного и простого деления
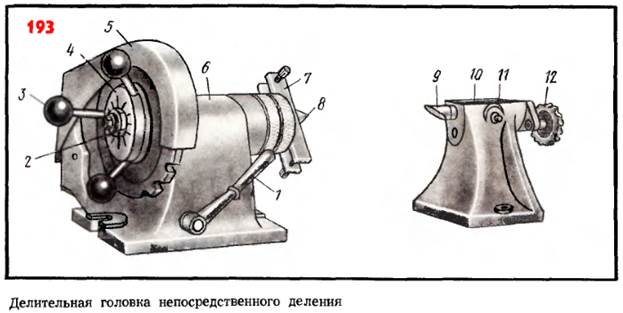
Делительные головки непосредственного деления. При выполнении многих фрезерных работ, связанных с непосредственным делением, более производительными и экономическими являются головки, с помощью которых осуществляется только непосредственное деление. На рис. 193 показана делительная головка с отсчетом угла поворота шпинделя по диску имеющему 12 делений, и следовательно, допускающая деление на 2, 3, 4 6 и 12 равных частей. В корпусе 6 головки вращается шпиндель, на правом конце которого надет поводковый патрон 7. Центр 8 вставлен в шпиндель головки. На левом конце насажен диск 4, на котором имеется двенадцать прорезей. Гайка 2 служит для регулировки зазора в подшипниках шпинделя. Вращение осуществляется рукояткой 3. Поворот шпинделя фиксируется диском 4, который устанавливают в требуемое положение при помощи стопорного рычага 1. Кожух 5 служит для защиты головки от стружки и грязи. Задняя бабка 10 поддерживает второй конец заготовки. Центр 9 задней бабки может перемещаться в продольном направлении с помощью маховичка 12 и закрепляется винтом 11 в требуемом положении. Подобные головки изготавливают и с вертикальным расположением шпинделя.
На рис. 194 показана пневматическая делительная головка, обеспечивающая деление на 4, 5, 6, 10 и 12 частей. Зажим обрабатываемой заготовки и ее поворот осуществляются при помощи встроенных пневмоцилиндров, управляемых кнопочным золотниковым устройством, расположенным сбоку головки. Ее надежная работа обеспечивается при давлении сжатого воздуха 4 - 5 атм, при котором заготовка зажимается с силой 1400 - 1500 кг. Патрон имеет раздельную настройку кулачков, что дает возможность закреплять заготовки круглой и некруглой формы. Она может быть установлена как на горизонтальном, так и вертикальном фрезерных станках.

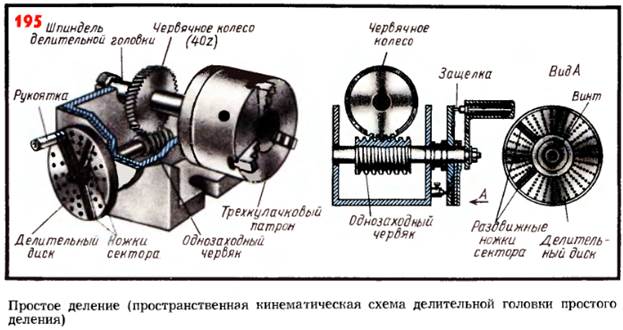
Делительные головки простого деления. Делительными головками простого деления называют такие, у которых отсчет производится по неподвижному делительному диску, а деление рукояткой, связанной со шпинделем делительной головки, - через червячную передачу. Пространственная кинематическая схема головки простого деления показана на рис. 195. Обычно в делительных головках простого деления червячное колесо имеет 40 зубьев, а червяк выполнен однозаходным. Следовательно, для того чтобы шпиндель головки сделал полный оборот, рукоятке (червяку) следует сообщить 40 оборотов. Для получения половины оборота рукоятке сообщают 20 оборотов и т. д. Число оборотов рукоятки, которое необходимо произвести, чтобы шпиндель делительной головки повернулся на один оборот, называется характеристикой делительной головки и обозначается буквой N. Число оборотов n рукоятки головки, необходимое для получения требуемого деления фрезеруемой заготовки, находят по формуле
n = N/z (21)
где N - характеристика делительной головки;
z -- требуемое число делений.
Подставляя вместо N его значение (N=40), получим
n = 40/z (22)
Дата добавления: 2015-03-07; просмотров: 2928;