Универсальные делительные головки
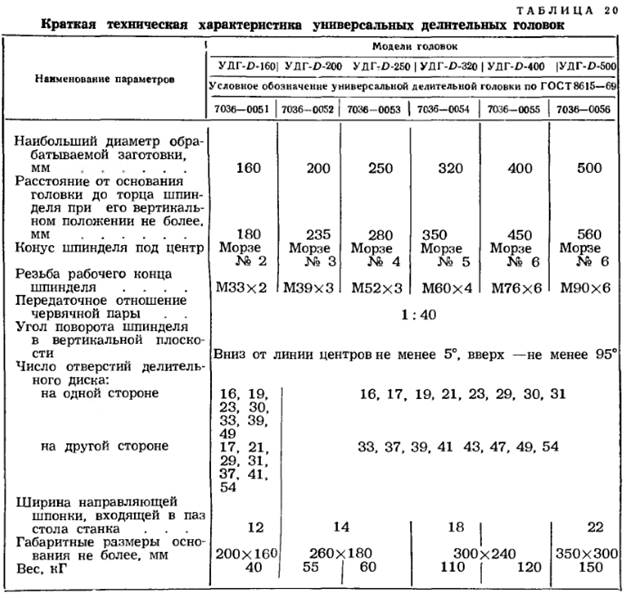
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ-Н-135 и УДГ-Н-160 с высотой центров Н=135 и Н=160 мм. По новому стандарту (ГОСТ 8615-69) за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D: 160; 200; 250; 320; 400 и 500 мм. Универсальные головки используют для комплектации фрезерных станков отечественного производства и зарубежных.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется дели тельная головка с наибольшим диаметром обрабатываемой заготовки D=250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) - делительная головка УДГ-D-320 и т. д. На рис. 196 показана универсальная делительная головка. На чугунном основании 20 со стяжными дугами 9 установлен корпус 10. Ослабив гайки, можно поворачивать корпус на угол, определяемый по шкале и нониусу 12. На опорной плоскости основания делительной головки имеются два параллельных шпинделю сухаря, предназначенных для установки головки в пазы стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Его концы расточены на конус Морзе. На одном из них устанавливается центр 21, на другом - оправка для дифференциального деления. На переднем конце шпинделя имеются резьба и центрирующий поясок 7, необходимые для крепления трехкулачкового самоцентрирующего или поводкового патрона. На буртике шпинделя установлен лимб 8 непосредственного деления с 24 отверстиями. В средней части шпинделя расположено червячное колесо с круговой выточкой на торце, в которую входит конец зажима 11. Оно получает вращение от червяка, расположенного в эксцентричной втулке. Поворотом втулки с помощью рукоятки червяк можно ввести в зацепление или вывести из него. Делительный диск сидит на валу, смонтированном- в подшипниках скольжения, установленных в крышке 19. Крышка фиксируется на корпусе 10 центрирующей расточкой и крепится неподвижно к основанию. К делительному диску с помощью пружины прижат раздвижной сектор 18, состоящий из линеек 14 и зажимного винта 13, с помощью которого линейки устанавливают под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
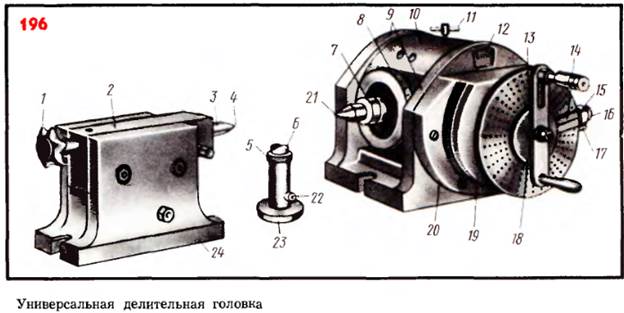
Вал 16 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 15, закрепленной на крышке 19. На конце вала размещено коническое зубчатое колесо, находящееся в постоянном зацеплении с коническим зубчатым колесом, сидящим на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 17. Центр задней бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 24 расположен корпус 2, который штифтом связан с рейкой. Вращением головки зубчатого вала можно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек. Пиноль 3 перемещается с полуцентром 4 при вращении маховичка 1, укрепленного на винте.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли, которые обеспечивают совпадение центров делительной головки и задней бабки при установке их на столе станка. Люнет служит дополнительной опорой при обработке нежестких заготовок.
В корпусе 23 люнета расположен винт, перемещающийся с помощью гайки 5 и имеющий призматическую головку 6, которая крепится стопорным винтом 22. Полууниверсальная делительная головка по устройству аналогична универсальной делительной головке.
В табл. 20 приведена краткая техническая характеристика делительных головок.
Непосредственное деление. При непосредственном делении червяк головки должен быть выведен из зацепления с червячным колесом. Поворот обрабатываемой заготовки осуществляется вращением шпинделя. Отсчет угла поворота производится по градуированному на 360° диску с ценой деления 1°. Нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5°. Угол поворота шпинделя при делении на z частей определяется по формуле
α = 360/z (23)
где α - угол поворота шпинделя, град;
z - заданное число делений.
При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, следует прибавлять величину α, найденную по формуле (23). У некоторых головок делительный диск (лобовой) для непосредственного деления не градуированный, а имеет три делительных круга с 24, 30 и 36 отверстиями. Три ряда отверстий в делительном диске позволяет производить непосредственное деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. Число промежутков между отверстиями выбранного делительного круга на лобовом делительном диске, пропускаемых при повороте шпинделя головки, определяется по формуле
π = a/z (24)
где а - число отверстий выбранного круга на лобовом диске;
z - заданное число делений.
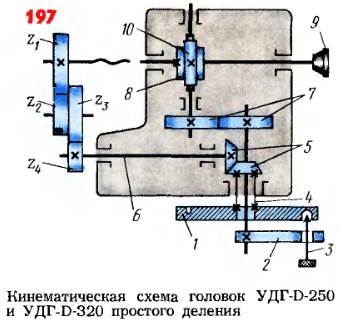
Простое деление. На рис. 197 показана кинематическая схема универсальных делительных головок (Д-250 и Д-320) простого деления. В этом случае червяк 8 должен быть введен в зацепление с червячным колесом 10. Поворот шпинделя 9 (деление) производится вращением рукоятки 2 с фиксатором 3 относительно неподвижного закрепленного бокового делительного диска 1, имеющего концентрические окружности с отверстиями. При настройке фиксатор 3 устанавливают против выбранной окружности на делительном диске Поворот рукоятки передается через цилиндрические зубчатые колеса 7 с передаточным отношением i = 1 и червячную пару с передаточным отношением i = l/40 на шпиндель. Шпиндель при этом должен повернуться на 1/z часть оборота для деления окружности на z равных частей. Следовательно, уравнение кинематической цепи движения шпинделя будет
n*l*l/40 = 1/z
40 откуда получаем, что n = 40/z.
Пусть требуется разделить заготовку на z частей (например, при фрезеровании зубчатого колеса с z зубьями). Это значит, что после фрезерования каждой впадины требуется повернуть шпиндель вместе с заготовкой на 1/z оборота, следовательно, рукоятку 2
на 40/z оборотов. Если z<40, то дробь 40/z>l и ее можно написать в виде
40/z = A+a/b = A+ma/mb (25)
где А - число целых (полных) оборотов рукоятки;
а и b - числитель и знаменатель правильной несокращенной дроби;
m - общий множитель при a и b, выбираемый таким образом, чтобы mb представляло собой число отверстий на какой-либо окружности делительного диска. Тогда ma будет выражать число делений (шагов) на окружности лимба (или промежутков между соседними отверстиями выбранного круга mb), на которое должна быть повернута рукоятка 2, дополнительно к А целым оборотам. Отсчет требуемого поворота обрабатываемой заготовки производится по неподвижному делительному диску, в одно из отверстий которого входит подпружиненный штифт фиксатора. Диск этот двусторонний.
При простом делении гильза 4, конические колеса 5 и вал 6 в делении не участвуют (рис. 197).
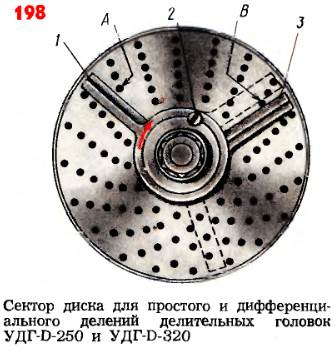
Для удобства отсчета промежутков между отверстиями (или отсчета отверстий) делительного круга служит раздвижной сектор (рис. 198), который состоит из двух ножек 1 и 3 Эти ножки могут вращаться одна относительно другой.
Ножки сектора устанавливают так, чтобы между ними было число промежутков ma. Для установки сектора в рабочее положение надо ввести стержень фиксатора в одно из отверстий выбранного делительного круга, например в отверстие А. Освободив винт 2, крепящий ножки 1 и 3 сектора, подводят ножку 1 к стержню фиксатора. Отсчитав число промежутков круга, ножку 3 фиксатора подводят и последнему отверстию В и закрепляют сектор винтом 2. Следует запомнить, что если отсчет производить по числу отверстий круга, начиная с того, в которое входит штифт фиксатора, то число отверстий должно быть на единицу больше числа промежутков между отверстиями ma на рис. 198 отсчитано пять промежутков круга, ограниченных шестью отверстиями. После фрезерования поверхности заготовки при данном положении фиксатора следует повернуть рукоятку головки по часовой стрелке, ввести стержень фиксатора в отверстие В и повернуть сектор в том же направлении до соприкосновения с ножной 3. Сектор в новом положении показан на рис. 198 пунктиром. Рукоятку надо вращать всегда по часовой стрелке, чтобы избежать влияния мертвых ходов в передаче от валика рукоятки к шпинделю головки. Когда фиксатор рукоятки окажется напротив последнего пропускаемого промежутка между отверстиями круга, рукоятку фиксатора необходимо отпустить и осторожно, постукивая по ней рукой, довести до требуемого положения. В этот момент фиксатор под действием пружины войдет в отверстие круга.
Если рукоятка была случайно повернута дальше, чем требуется, то необходимо ее повернуть против часовой стрелки несколько дальше пропущенного отверстия, после чего осторожным постукиванием вновь повернуть по часовой стрелке до требуемого положения.
Пример. Подобрать круг отверстий на делительном диске и настроить угол раствора ножен сектора, если z = 35, N= 40.
Решение.
1. По формуле (25),
n = 40/z = A+a/b
Отсюда
n = 40/35 = 1 + 5/35 = 1 + 1/7.
2. Принимаем на лимбе круг с 49 отверстиями: тогда mb = 49 = 7 * 7;
ma=1 * 7=7. Следовательно, n = 1+1/7 = 1 + 7/49 т. е. производим при делении один полный оборот рукояткой и перемещение защелки рукоятки на 7 шагов (т. е. на 7 промежутков между смежными отверстиями) на круге с 49 делениями.
Дифференциальное деление. Дифференциальное деление применяется тогда, когда ограниченное количество концентрических кругов с различным числом отверстий в них не дает возможности получить необходимый поворот фрезерной заготовки способом простого деления. Так, например, нельзя методом простого деления разделить окружность на 61, 79, 83, 97, 127 частей, т. е. на количество частей, выраженное числом, не имеющим множителей, равных или кратных количеству отверстий в делительном диске.
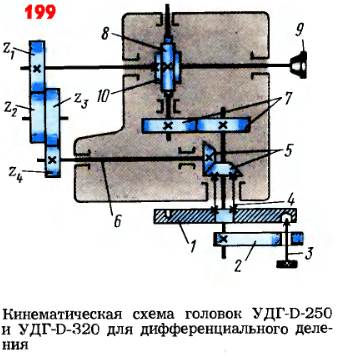
На рис. 199 показана кинематическая схема универсальных делительных головок для дифференциального деления. Отличие дифференциального способа деления от всех других заключается в том, что отсчет поворотов рукоятки 2 производится не по неподвижному, а по вращающемуся делительному диску 1. В коническое отверстие заднего конца шпинделя вводят конический хвостовик правки и с помощью гитары сменных зубчатых колес к~, z~, zs и z4 связывают шпиндель 9 с конической зубчатой napoй fi 5, гильзой 4 и в конечном счете с делительным диском 1.
Если теперь вывести пружинный фиксатор (защелку) 3 из отверстия делительного диска и вращать шпиндель 9 при помощи рукоятки 2 через пару цилиндрических зубчатых колес 7, червяк 8 и червячное колесо 10, то будут вращаться и валик 6, пара конических зубчатых колес 5, гильза 4 вместе с делительным диском 1. Поскольку вращение шпинделя происходит в 40 раз медленнее вращения рукоятки, то и дели- тельный диск будет вращаться медленно. Передаточное отношение конических зубчатых колес 5 и цилиндрических зубчатых колес 7 равно единице.
При дифференциальном делении выключают фиксатор 3, удерживающий делительный диск 1 в неподвижном состоянии. Выведем теперь формулу расчета настройки головни на дифференциальное деление. Пусть требуется произвести деление на z частей, причем z > 40, и не может быть осуществлено ни непосредственное, ни простое деление. Поворот червяка и шпинделя головки, а следовательно, и обрабатываемой заготовки получается в этом случае как сумма двух движений.
поворота рукоятки головки, а следовательно и шпинделя, и поворота делительного диска от шпинделя через сменные и постоянные зубчатые колеса. Для осуществления первого из указанных движений вместо заданного числа z делений принимаем вспомогательное число х делений, которое должно быть таким, чтобы:
а) число х было близко к z (больше или меньше - безразлично);
б) деление на х частей было возможно способом простого деления;
в) передаточное отношение i было осуществимо с помощью имеющихся сменных зубчатых колес.
При делении на х частей число оборотов рукоятки будет
n = 40/x (26)
При вращении рукоятки 2 и шпинделя 9 делительный диск, связанный с последним передачей
i = z1/z2*z3/z4
во время деления повернется на nд = 1/z*i
Очевидно, что в результате этих двух движений рукоятки число ее оборотов будет
n = 40/x + 1/z (27)
При числе оборотов рукоятки, определенном по этой формуле. за операцию деления обрабатываемая заготовка будет поворачиваться на 1/z часть оборота, что и требуется. При этом рукоятка сделает 40/z оборота. Сопоставляя последнее равенство с формулой (26),
получим
40/x + 1/z = 40/z
откуда после преобразований получим окончательно
i = 40/x(x-z) (28)
где i - передаточное отношение сменных зубчатых колес;
х - вспомогательное число делений;
z - число требуемых делений.
Если х > z, то i > 0 (положительное), если х<z. то i 0 (отрицательное). Если i положительное, то направление вращения совпадает с обычным направлением вращения рукоятки (по часовой стрелке). При отрицательном i и вращении рукоятки по часовой стрелке диск вращается в обратном направлении (против часовой стрелки). Для обеспечения указанного соотношения направлений вращения рукоятки и делительного диска в набор сменных зубчатых колес вводятся паразитные зубчатые колеса, число которых указано в табл. 21.
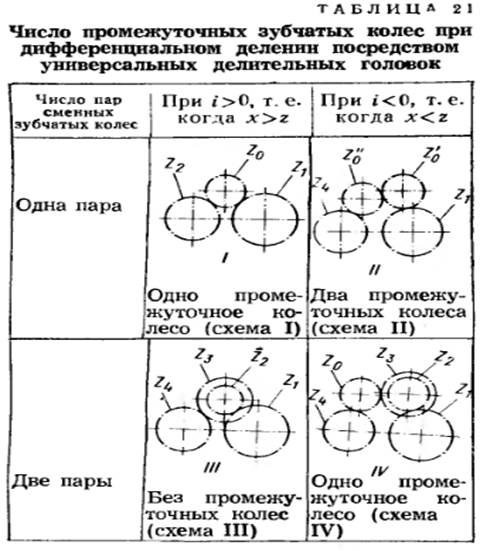
Примечания: 1) Зубчатое колесо устанавливают на шпиндельном валике, а колесо z4 - на валике привода половин.
2) Зубчатое колесо zо на схеме I и IV. колеса z' и z"0 на схеме 11 промежуточные.
Пример. Определить число оборотов рукоятки и сменных зубчатых колес при фрезеровании зубчатого колеса с числом зубьев z = 123. Принимаем х=120. По формуле (28)
i = 40/x(x-z) = 40/120(120-123) = -1,
i = z1z3/z2z4= 100*40/50*80 = 1
Устанавливаем зубчатые колеса по схеме IV (табл. 21) на шпиндельном валике зубчатое колесо z100 (1-е ведущее), на промежуточном пальце гитары - зубчатое колесо z50 (1-е ведомое) и z40 (2-е ведущее), промежуточное колесо z0 - на второй палец гитары и на валике привода делительного диска зубчатое колесо z80. Число оборотов рукоятки находим по формуле (26):
n = 40/x = 40/120 = 1/3 = 10/30.
Берем круг с 30 отверстиями, при каждом повороте рукоятки пропускаем 10 промежутков между отверстиями круга и вставляем штифт в 11-е отверстие диска.
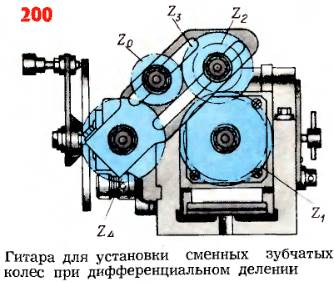
Гитару, применяемую для установки сменных зубчатых колес при дифференциальном делении (рис. 200), надевают на цилиндрический конец выступа коробки привода и закрепляют болтом. Зубчатое колесо z1 устанавливают на шпиндельном валике. Зубчатые колеса z2 и z3, а также промежуточное зубчатое колесо z0 устанавливают на гитаре, а сменное зубчатое колесо z4 - на валике привода головки.
В справочниках фрезеровщика и в руководствах по делительным головкам приведены таблицы настройки для дифференциального деления на число делений от 51 до 399 с указанием делительного круга, числа пропускаемых промежутков, числа зубьев сменных зубчатых колес и схемы установки зубчатых колес (см табл. 21).
·
Дата добавления: 2015-03-07; просмотров: 4797;