Пожарная профилактика процессов механической обработки металлов
В цехах холодной обработки металлов проводятся токарные, строгальные, фрезерные, шлифовочные, зуборезные, долбежные, сверлильные, сварочные и другие работы с применением соответствующего оборудования (станков и механизмов). Механическая обработка металлов связана с преодолением значительных сил трения, в результате чего происходит нагревание обрабатываемого материала, режущего инструмента и отходов (стружки). Основными факторами, влияющими на степень разогрева материала при механической обработке, являются скорость резания, величина подачи режущего инструмента (толщина стружки), качество заточки инструмента, механические и технологические свойства материалов. При нормальных режимах резания выделяющееся тепло не представляет опасности. С повышением скорости резания количество выделяющегося тепла увеличивается. Увеличение подачи инструмента (и, следовательно, толщины стружки) также сопровождается интенсивным выделением тепла. Чем ниже качество заточки режущего инструмента, то есть чем он тупее, тем интенсивнее тепловыделение. Температура стружки, инструмента, обрабатываемой детали значительно повышается. Происходит воспламенение горючих материалов.
Горючими материалами в цехах холодной обработки металлов являются прежде всего масла, применяемые в системах смазки станков, в гидроприводах, а также для охлаждения и смазки режущего инструмента (водно-масляные эмульсии, индустриальные масла, керосин). Механические цеха современных машиностроительных заводов имеют развитые масляные коммуникации, емкости, фильтры для очистки масла, общее количество которого может достигать сотен тонн.
Металл, поступающий на механическую обработку, для защиты от коррозии, как правило, покрыт слоем смазки (например, стальные листы или рулонная сталь, поступающие на штамповку). Эта смазка вместе с отходами попадает на транспортеры, с помощью которых отходы удаляются из цеха. Транспортеры загрязняются маслом. Создаются условия для развития и распространения пожара.
Поэтому главные требования пожарной безопасности при процессах механической обработки металлов должны сводиться к следующему.
1. Строгое соблюдение установленного режима обработки деталей на станках (скорость резания, величина подачи и т. п.).
2. Недопущение использования в работе тупого инструмента, а также станков, не приспособленных для обработки данного материала.
3. Соблюдение исправности и эффективности работы систем охлаждения станков. Вода не только охлаждает материал и инструмент, но и удаляет с рабочего места пожароопасные отходы (крошку, пыль, стружку и др.), а также предотвращает возможность образования на материале статического электричества. Систему подачи воды блокируют с системой пуска станка, чтобы исключить возможность пуска станка при выключенной или неисправной системе подачи воды.
4. Соблюдение исправности масляной системы. Выход масла наружу должен быть исключен. Не допускается разлив масла и загрязнение рабочих поверхностей станка, а также близлежащего пространства. В случае утечки масла следует производить тщательную уборку и очистку с применением технических моющих средств.
5. Регулярная очистка транспортеров от масляных загрязнений (с применением технических моющих средств).
Особую пожарную опасность представляет обработка магния, титана, циркония и их сплавов. Пыль магниевых сплавов загорается даже от искры, и горение носит характер взрыва. Пыль и стружка магния и его сплавов при наличии остатков смазочных масел могут самовозгораться. Еще более опасна влажная магниевая пыль, горение которой протекает чрезвычайно интенсивно и также носит характер взрыва.
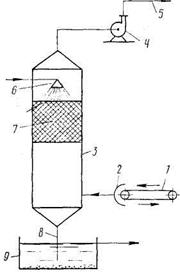
Рис. 10.1. Схема удаления магниевой пыли от шлифовального станка: 1 — ленточная шлифовальная машина; 2 — отсасывающий кожух; 3 — пылесборник; 4 — вентилятор; 5 — воздуховод; 6 — душ;
7 — насадка; 8 — сливная труба; 9 — отстойник
Возможно воспламенение наэлектризованной магниевой пыли, скапливающейся на стенках отсасывающих трубопроводов. Электризация пыли может произойти и вследствие трения при работе шлифовальных станков.
При работе с магнием опасность представляют и пылеулавливающие установки с водяным орошением (водяными фильтрами). Магниевая пыль скапливается на поверхности воды и из-за плохой вентиляции фильтров в них возможно образование взрывоопасных концентраций водорода, образующегося вследствие взаимодействия магния с водой.
В «Правилах техники безопасности и пожарной безопасности при литье, механической и других видах обработки магниевых сплавов» изложены основные направления защиты от пожаров и взрывов, которые сводятся к следующему.
1. Механическая обработка магниевых сплавов должна вестись острым и правильно заточенным инструментом, обеспечивающим минимальную величину трения.
2. При обработке изделий на токарных, фрезерных, строгальных и других станках охлаждение должно производиться маслом, или струей воздуха. Охлаждение водой обрабатываемых изделий из магния или его сплавов не допускается, так как вода при взаимодействии с магнием разлагается с выделением водорода.
3. Следует стремиться свести к минимуму возможность образования искр. Для этого кожухи станков, воздуховоды должны выполняться из металлов, которые при ударе не высекают искр.
4. Образующаяся при обработке изделий пыль должна отсасываться с помощью специальной вентиляционной системы. Элементы вытяжной установки для удаления магниевой пыли, особенно ротор вентилятора, должны выполняться из материалов, не высекающих искр. Воздух перед поступлением в вентилятор должен очищаться от взрывоопасной магниевой пыли в специальных фильтрах. Схема такой установки представлена на рис. 10.1.
Пыль от ленточной шлифовальной машины / вентилятором 4 вместе с воздухом всасывается в пылесборник 3, который орошается водой из душа 6. Пыль осаждается и уносится по трубе 8 в отстойник 9. Очищенный воздух вентилятором подается в воздуховод 5 для дальнейшей очистки, а вода из отстойника удаляется по трубе 10.
5. Систематически проводят уборку помещений от пыли, протирку оборудования.
6. Электрооборудование станков и цеха в целом должно быть только во взрывозащищенном исполнении.
7. Локализацию горения магниевых сплавов осуществлять сухим песком, порошком окиси магния, графитом. Можно использовать порошковые составы ПС-1 и ПС-2.
Титан в обычных условиях не опасен, но при повышенных температурах и особенно в виде тонкой стружки и в порошкообразном состоянии легко соединяется с кислородом, галогенами, серой к другими элементами. В присутствии масла может самовозгораться. Взвешенная в воздухе пыль титана взрывоопасна.
Цирконий при обычной температуре не подвергается действию воды, разбавленных кислот и щелочей, но при горении энергично разлагает воду. На воздухе устойчив вследствие образования защитной окисной пленки. Взвешенная в воздухе пыль циркония взрывоопасна, а осевшая пыль пожароопасна.
Поэтому пожарная профилактика процесса механической обработки титана и циркония и их сплавов должна быть направлена главным образом на предотвращение образования взрывопожароопасной пыли, ее удаление и поглощение. В «Правилах безопасности при выплавке и обработке титана и его сплавов» и в «Порядке и нормах хранения циркониевого порошка в складских помещениях» подробно изложены мероприятия по предотвращению пожаровзрывоопасности при работе с этими металлами.
В механических цехах широкое применение получили различные способы сварки и резки металлов, в частности электросварка и газовая сварка и резка металлов. Опасность в, данном случае состоит в том, что при выполнении этих работ имеют дело с электрическим током, а также горючими газами (ацетиленом, водородом, пропанобутановыми смесями), легковоспламеняющимися жидкостями, приборами и сосудами, работающими под высоким давлением, и т. п.
Из всех видов электросварки наименее пожароопасной является сварка под флюсом, так как в этом случае электрическая дуга закрыта, что устраняет разбрызгивание расплавленного металла и шлака. При других методах электросварки и резки металлов пожарная опасность весьма велика из-за разбрызгивания расплавленного металла и шлака.
В «Правилах пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства», в «Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах», в главе раздела VII ПУЭ-76 «Электросварочные установки», в главе ЭШ-2 «Электрическая сварка» «Правил технической эксплуатации и правил техники безопасности при эксплуатации электроустановок потребителей», в главе VII «Наставления по организации профилактической работы на объектах, охраняемых ВПО и ППО МВД •СССР» излагаются основные положения пожарной профилактики при проведении сварочных и других огневых работ, которые в основном сводятся к следующему.
1. Обеспечение надежной защиты от механических повреждений всего электросварочного оборудования. Особенно тщательно «следует защищать токопроводящие провода от нарушения их изоляции.
2. Наличие в местах проведения огневых работ необходимого количества средств пожаротушения.
3. При проведении газовой сварки всех видов, а особенно кислородно-ацетиленовой, ацетиленовые генераторы, кислородные баллоны, газификаторы должны быть защищены от проскока в них пламени со стороны горелки, а также искр. В особой безопасности должны быть газовые баллоны. Причиной их взрывов являются механические повреждения при падении, ударах друг о друга. Большую опасность представляет нагрев баллонов выше 50...60° С. Для защиты от коррозии баллоны окрашивают.
Запрещается отогревать редукторы и штуцеры пламенем сварочной горелки; их следует отогревать горячей водой или паром. Нельзя применять открытый огонь для определения наличия не плотностей в редукторе или вентиле баллона. Такую проверку следует производить обмыливанием вентиля или редуктора.
4. Особое внимание должно быть уделено ацетиленовым установкам (стационарным и передвижным). Они имеют свободное пространство, в котором может образоваться взрывоопасная смесь ацетилена с воздухом. Это пространство следует заполнить водой.
Для предупреждения распространения в генераторы пламени от горелки их оборудуют гидравлическими предохранительными затворами.
Дата добавления: 2015-02-23; просмотров: 6618;