Защита от коррозии
Исходя из основных закономерностей коррозионных процессов используют следующие направления борьбы с ней: применение коррозионно-устойчивых металлов; изоляция металлов от агрессивной среды защитными покрытиями; уменьшение коррозионной активности среды; использование неметаллических химически стойких материалов; катодная и протекторная защита.
Применение коррозионно-устойчивых металлов.Вряде случаев необходимая коррозионная стойкость металлических конструкций достигается использованием стойкого в данной коррозионной среде и при данных условиях материала (бронза — в растворах солей, титан — в растворах уксусной кислоты любых концентраций до плюс 165° С); нержавеющие хромоникелевые стали — в окислительных средах; алюминий — в 40%-ной муравьиной кислоте (до плюс 20° С) и т. п.
Рациональный выбор материала может быть сделан на основании справочных данных или специально поставленных экспериментов. С целью экономии высоколегированных нержавеющих сталей широко применяют биметалл — двухслойный материал, состоящий из двух различных металлов. Основной (толстый) слой воспринимает нагрузку. Тонкий (защитный или плакирующий) слой предохраняет основной слой от коррозионного действия среды.
Улучшение коррозионной стойкости стали в ряде случаев достигается за счет повышения однородности структуры соответствующей термической обработкой, устранением мест концентрации внутренних напряжений и деформаций или тонкой механической обработкой поверхности (шлифованием, полированием).
Изоляция металла от агрессивной среды защитными покрытиямииспользуется в технологическом процессе наиболее часто. Металл покрывают лаками, нитрокрасками, масляными, глифталевыми и полихлорвиниловыми красками. От почвенной коррозии сооружения и трубопроводы защищают битумопековыми обмазками.
Защиту поверхностей от коррозии осуществляют также путем нанесения тонких металлических пленок (никелированием, лужением, хромированием, серебрением, золочением) и при помощи футеровки—внутренней облицовки аппаратов химически стойкими материалами: керамической плиткой, графитом, свинцом, алюминием, пластическими массами, резиной, эбонитом, торкрет-бетоном и т. п. Основной недостаток футеровки заключается в наличии швов, стыков и мест крепления, которые наиболее часто повреждаются.
Уменьшение коррозионной активности средыосуществляется путем очистки обрабатываемых веществ от агрессивных примесей, а также введением замедлителей коррозии — ингибиторов.
Очистку от агрессивных примесей осуществляют путем отстаивания, фильтрации, химическим путем, а также при помощи абсорбции и адсорбции. Все эти способы требуют применения специальных установок и затрат значительного количества энергии. В качестве ингибиторов экономически выгодно применять органические или неорганические соединения, например, уротропин, декстрин, хроматы, нитраты, фосфаты металлов, образующие на поверхности металла различного вида защитные пленки.
Содержание ингибитора в обрабатываемых веществах обычно не превышает 0,01...1%.Уменьшения почвенной коррозии можно добиться путем снижения ее влажности обушкой, засыпкой мест установки аппаратов и прокладки трубопроводов битуминозными землями.
Применение неметаллических химически стойких материаловнашло широкое распространение. Используются пластические массы, искусственные смолы и резины, полиэтилен, полипропилен, поливинилхлорид, полистирол, капрон, фторопласты, эбонит, сложные пластики и другие природные неорганические материалы (гранит, базальт), а также искусственно получаемые силикатные материалы (фарфор, стекло, ситалл, керамика, цемент). Неметаллические материалы применяют не только для футеровки металлических аппаратов, но и для изготовления корпусов аппаратов, труб, насосов, отдельных узлов и деталей технологических установок.
Установки катодной и протекторной защитыот электрохимической коррозии предназначены для подавления анодных участков на защищаемом сооружении. Эти установки позволяют создать разность потенциалов между защищаемым сооружением и грунтом, при которой все сооружение становится катодом. Для возникновения разности потенциалов отрицательный полюс источника постоянного тока соединяют с защищаемым сооружением, а положительный полюс через электроды заземлители (анодное заземление) соединяют с грунтом (рис. 4.14). Таким образом, вся поверхность металлического подземного сооружения становится катодом и предохраняется от коррозионного разрушения.
Активному разрушению подвергается анодное заземление, которое обычно выполняют из металлолома (старых труб, рельсов). Для установки катодной защиты используют источники постоянного тока напряжением 6—12 В, обеспечивающие плотность защитного тока от 2 до 20 мА на 1 м2 защищаемой поверхности. При хорошей битумной изоляции поверхности защищаемого участка одна катодная установка может защитить трубопровод протяженностью от 10 до 20 км или 5...10 резервуаров емкостью
5000...10 000 м3 каждый. Благодаря высокой эффективности катодная защита находит все более широкое применение. Магистральные газопроводы и нефтепроводы большой протяженности без катодной защиты в эксплуатацию не вводятся. Срок службы трубопровода, имеющего катодную защиту, увеличивается на 20 и более лет.

Рис. 4.14. Схема катодной защиты: 1 — источник тока; 2 — провод; 3—анодное заземление; 4 —защищаемое сооружение
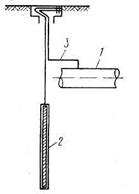
Рис. 4.15. Протекторная защита подземного трубопровода: / — трубопровод; 2 — автономный анод (протектор) ; 3 — провод
Протекторную защиту (рис. 4.15) выполняют при помощи присоединения к защищаемому сооружению гальванических анодов — протекторов, электрохимический потенциал которых ниже, чем у защищаемого сооружения. Протекторная защита не требует источников тока (что снижает эксплуатационные расходы) и обеспечивает взрывобезопасность.
При протекторной защите электрический ток необходимого направления получается в результате создания искусственных гальванопар, у которых катодом является защищаемый металл, анодом — чистые металлы (цинк, магний, алюминий). Аноды изготовляют в виде пластин, стержней, труб и размещают на расстоянии 1...5 м от защищаемого объекта с шагом 20 м. Длительность работы протекторов определяется по формуле
 , (4.21)
, (4.21)
где Gη — масса протектора; iп.3— сила тока протекторной защиты; т; η — КПД протектора; kпр — практический расход протектора. Для повышения эффективности работы протектора его помещают в специально приготовленную смесь солей, глины и воды (активатор).
За состоянием аппаратуры, работающей в условиях, вызывающих коррозию материала, устанавливают соответствующий надзор путем периодического осмотра и контрольного определения толщины стенок, то есть величины износа. Результаты проверки состояния аппаратов или трубопроводов записывают в специальный журнал.
Дата добавления: 2015-02-23; просмотров: 1584;