Притирка (доводка) отверстий
Процесс притирки отверстий заключается в удалении шероховатости с поверхности отверстия после его чистовой обработки чугунными или медными притирами (рис. 26), создающими при помощи пружин давление на стенки отверстия. Притирка производится вращением притира попеременно в обоих направлениях на полоборота с одновременным перемещением его вдоль оси обрабатываемого отверстия. Во время работы притир поливается керосином.
Притиркой получают  =0,32-0,04мкм, но она не выправляет ни овально
=0,32-0,04мкм, но она не выправляет ни овально
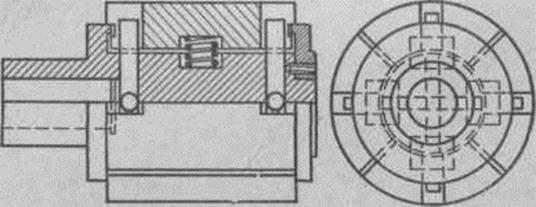
Рис. 26. Головка с чугунными притирами.
сти, ни конусности отверстия. Притирка вляется малопроизводительным способом отделки поверхности, так как производится довольно медленно и поэтому в машиностроении применяется сравнительно редко.
В настоящее время доводку точных сквозных и глухих отверстий в деталях из цементированной, закаленной и азотированной сталей, алюминиевых сплавов и бронзы осуществляют доводниками с брусками из синтетических алмазов. Этот новый метод сочетает преимущества обычной притирки и хонингования и обеспечивает высокую точность размера(1-й класс и точнее) и геометрической формы (овальность и конусность 1—2 мкм), =0,16-0,02мкм.
Дата добавления: 2015-02-23; просмотров: 2119;