Зенкерование цилиндрических отверстий
Для увеличения диаметра предварительно просверленных отверстий, а также для дальнейшей обработки отверстий в отливках, поковках и штамповках широко применяют инструмент называемый зенкером (рис. 110).
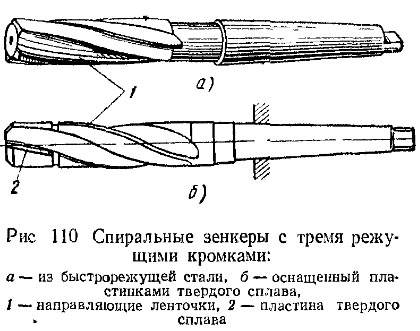
Зенкеры отличаются от спиральных сверл тем, что имеют три или четыре главные режущие кромки (трех или цетырехзубые зенкеры), расположенные на поверхности усеченного конуса, и не имеют перемычки. Следовательно зенкеры не приспособлены для получения отверстий в сплошном материале, а служат лишь для увеличения имеющихся отверстия. Направление зенкера в отверстии лучше, чем у сверла, так как у зенкера имеются для этого три или четыре направляющие ленточки (фаски). По этим же причинам зенкер дает более точное отверстие, чем сверло. После обработки зенкером можно получить отверстие 4-го класса точности, а чистоту обработанное поверхности 5-6-го класса чистоты.
Зенкер подобно сверлу закрепляют в коническом отверстии пиноли задней бабки; подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в приспособлении.
В зависимости от диаметра обрабатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (12-35мм) применяют трехзубые зенкеры с коническим хвостовиком (рис. 110). Для больших отверстий (до 100мм) зенкеры изготовляют насадными с четырьмя зубьями (рис. 111). Их насаживают на оправки из углеродистой стали.
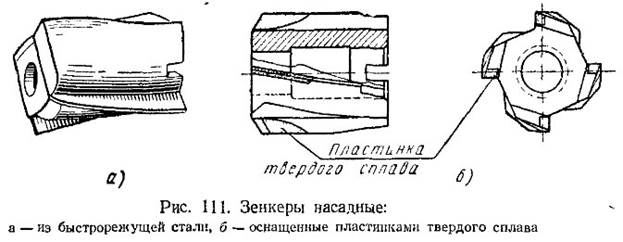
Зенкеры изготовляют как из быстрорежущих сталей P9 и P18 (рис. 110, а и 111, а), так и с пластинками из твердых сплавов (рис. 110, б и 111, б). Зенкеры с пластинками из твердых сплавов (Т15К6 при обработке сталей и ВК8, ВК6 и ВК4 при обработке чугунов) допускают более высокие скорости резания; следовательно, они более производительны, чем зенкеры из быстрорежущих сталей.
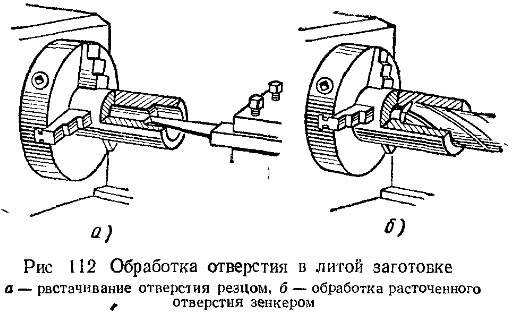
При обработке отверстия в отливке рекомендуется предварительно расточить его резцом на длину 5-10 мм (рис. 112, а), чтобы дать зенкеру первоначальное направление в отверстии, а затем зенкеровать его (рис. 112, б).
Диаметр зенкера должен соответствовать окончательному диаметру отверстия. Если же отверстие следует дополнительно обработать разверткой или другим инструментов, то диаметр зенкера должен быть на 0,2-0,4 мм меньше. При предшествующем сверлении или при черновом растачивании под зенкерование оставляют припуск 0,8-2 мм по диаметру.
Зенкерование отверстий значительно более производительно, чем растачивание резцами. Скорости резания для зенкеров из быстрорежущей стали примерно равны скоростям резания про сверлении, а подачи в 2,5-3 раза больше для подач при сверлении.
При зенкеровании отверстий в стальных деталях рекомендуется применять охлаждение эмульсией. При зенкеровании отверстий в чугунных и бронзовых деталях охлаждение не применяется.
Дата добавления: 2015-03-07; просмотров: 3178;