Приемы растачивания сквозных и глухих цилиндрических отверстий
При закреплении растачиваемой детали в кулачках патрона необходимо иметь в виду возможность ее деформации (измерения формы) вследствие сильной затяжки, особенно когда деталь имеет тонкие стенки.
На рис. 123 схематически показано искажение круглой формы отверстия тонкостенной детали из-за чрезмерно сильного закрепления ее в кулачках патрона.

На рисунке видно, что отверстия после зажима становится слегка трехгранным (рис. 123, а). При последующем растачивании резец обработает точную цилиндрическую поверхность, но после снятия готовой детали со станка она примет прежнюю форму: ее наружная поверхность станет снова цилиндрической, а обработанное отверстия примет треугольную огранку (рис. 123, б). Эта ошибка тем более неприятна, что такое искажение не может быть обнаружено обыкновенными способами измерений. Обнаружить искажение можно только специальным щупом с трехточечным контактом, как показано на рис. 123, в.
Поэтому перед чистовым растачиванием рекомендуется немного ослабить кулачки, тогда отверстие получится более точным и правильным. Если требуется обработать отверстие очень точно, необходимо либо зажать деталь равномерно по всех окружности в специальном патроне, либо зажать ее на планшайбе с торца.
При растачивании глухих отверстий и отверстий с внутренними уступами заданной длины нужно предварительно отметить на резце мелом эту длину или использовать продольный упр или лимб продольной подачи. Если нужно расточить большое количество одинаковых деталей с отверстиями, имеющими уступы, то целесообразно пользоваться специальными мерными (концевыми) плитками для данной детали, как показано на рис. 124. Для каждого уступа применяют плитку соответствующей длины. суппорт перемещают вручную до т 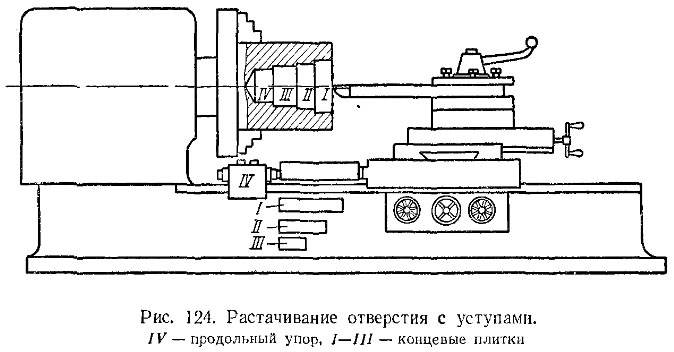 ех пор, пока он не упрется в конец плитки.
ех пор, пока он не упрется в конец плитки.
Режимы резания при растачивании. Расточной резец работает в более тяжелых условиях, чем резец, которым производится наружное обтачивание. Особенно нежелательна его вибрация вследствие малой жесткости. Поэтому необходимо уменьшить подачу в соответствии с вылетом резца и его сечением. При этих условиях скорость резания должна быть примерно на 10-20% меньше, чем при наружном обтачивании. Если применять расточные резцы в оправках, то при достаточной жесткости их можно пользоваться режимами резания, предусмотренными для наружного обтачивания.
Дата добавления: 2015-03-07; просмотров: 2555;