Развертывание цилиндрических отверстий
Отверстия, которые должны быть особенно точны по размерам (3-2-го класса) и иметь очень чистую поверхность в пределах 7-9-го класса чистоты, после сверления и растачивания резцом или обработки зенкером дополнительно обрабатывают разверткой.

Развертка (рис. 113) представляет собой режущий инструмент с большим количеством зубьев (6-18), в зависимости от ее диаметра. Скошенная передняя часть зуба развертки образует режущую кромку - она снимает очень тонкий слой металла (от 0,05 до 0, 15 мм). В развертках для обработки стали режущие кромки делают короткими (рис. 114, б) Следующая часть зуба развертки обработана точно по цилиндру. Она служит для направления развертки, отчасти сглаживает (калибрует) стенки отверстия, поэтому ее называют калибрующей частью.

Развертки бывают цельные (рис. 113) и регулируемые (рис. 116).
Отверстия диаметром до 32 мм развертывают цельными развертками с коническим хвостовиком (рис. 113, а). Для развертывания отверстия диаметром от 25 до 100 мм применяют насадные развертки (рис. 113, б), которые насаживают на оправки (рис. 115).

Развертки обладают одним общим недостатком: по мере их износа размеры отверстий уменьшаются и развертки становятся непригодными для дальнейшей обработки отверстий заданного диаметра.

Широкое распространение в машиностроении получили машинные регулируемые развертки со вставными ножами из быстрорежущей стали (рис. 116). В корпусе развертки имеются накладные пазы, в которых расположены ножи 1, удерживаемые накладками 2 и винтами 3. Гайка 4 и контргайка 5 препятствуют перемещению ножей в продольном направлении. При износе развертки несколько освобождают винты 3, немного свинчивают контргайку 5 и гайку 4 и перемещают все ножи, установленные в наклонных пазах, немного вправо, увеличивая этим наружный диаметр развертки. После этого туго завинчивают винты 3, гайку 4 и контргайку 5. Затем прошлифовывают ножи для получения требуемого диаметра развертки.
При развертывании отверстий применяют также развертки оснащенные пластинками из твердого сплава. Такие развертки отличаются большей износостойкостью по сравнению с развертками из быстрорежущей стали.
получить правильно развернутое отверстия можно только при условии, что ось развертки точно совпадает с осью отверстия. В случае несовпадения осей детали и развертки отверстия получится большего диаметра.
Развертка сама точно устанавливается направляющей частью в обрабатываемом отверстии; чтобы не препятствовать этому, необходимо применять не жесткое, а шарнирное крепление, тогда развертка, войдя в отверстия, продвигается свободно по его направлению, снимая одинаковой толщины стружку со всех сторон. Для такого крепления разверток существуют специальные качающиеся оправки
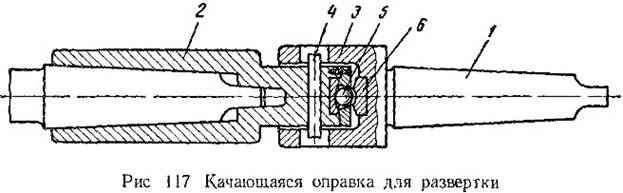
Подобная оправка показано на рис. 117. Хвостовик 1 оправки 3 закрепляется в коническом отверстии пиноли задней бабки. В коническое отверстие втулки 2 вставляется хвостовик развертки, конец втулки 2 входит с зазором в отверстие оправки 3. Штифт 4 также свободно проходит через отверстие в оправке, благодаря этому развертки может качаться во всех направлениях. Закаленный шарик 5, упирающийся в подпятник 6, обеспечивает передачу развертке усилия подачи по оси, не уменьшая ее подвижности.
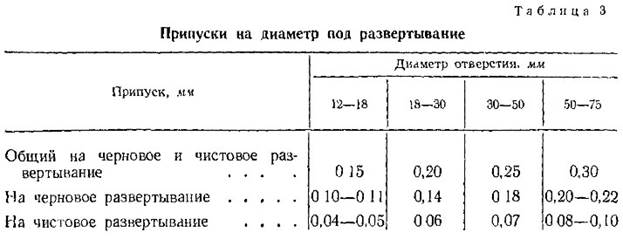
Приемы развертывания цилиндрических отверстий. В зависимости от требуемой точности, чистоты и диаметра отверстия развертывание производят одной или последовательно двумя развертками (черновой и чистовой). Отверстие нужно предварительно обработать на такой размер, чтобы развертка снимала лишь небольшой слой металла. Таблице 3 указаны припуски на диаметр под развертывание. При выборе диаметра развертки следует учитывать, что диаметр отверстия при развертывании в большинстве случаев получается несколько больше диаметра развертки (примерно до 0,02 мм, а иногда даже до 0,04 мм), так как поверхность отверстия получается меньше требуемого. Это имеет место при износе развертки, а также при развертывании отверстия в деталях из вязкого металла.
Подачу при развертывании производят вручную, перемещением пиноли задней бабки. Подача должна быть равномерной, иначе поверхность отверстия получится недостаточно чистой кроме того, возможна поломка развертки. Подача при развертывании вследствие незначительно размера стружки можно быть взята большой. При развертывании стали (диаметр отверстия 10-50 мм) подача равна 0,5-2 мм/об, для чугуна в 1,5-2 раза больше.
Скорости резания при развертывании отверстия развертками из быстрорежущей стали в стальных, чугунных и бронзовых деталях невысоким - от 6 до 15 м/мин, при развертывании отверстий развертками, оснащенными пластинками из твердого сплава, скорость резания - 40-50 м/мин.
Для получения чистого и правильного по размерам отверстия при развертывании очень важен выбор охлаждающей жидкости. при развертывании стали применяют охлаждение эмульсией или осерненным минеральным маслом (сульфофрезолом), а также растительными маслами: развертывание чугуна, бронзы и латуни производят без охлаждения.
Дата добавления: 2015-03-07; просмотров: 4238;