Хонингование отверстий
Сущность хонингования (хонинг-процесса) заключается в механической доводке предварительно развернутого, расшлифованного или расточенного отверстия специальной вращающейся головкой (хоном) с шестью (иногда и более) абразивными раздвижными брусками, имеющей, кроме того, возвратно-поступательное движение. Раздвижение абразивных брусков в радиальном направлении осуществляется механическим, гидравлическим или пневматическим устройством.
В результате хонингования получается гладкая и блестящая поверхность  =0,16-0,04мкм и с точностью 1—2-го класса. Охлаждение производится обычно керосином, который способствует удалению абразивных зерен, остающихся в порах металла (особенно чугуна) и увеличивающих износ отверстия при эксплуатации детали, поэтому интенсивное охлаждение необходимо.
=0,16-0,04мкм и с точностью 1—2-го класса. Охлаждение производится обычно керосином, который способствует удалению абразивных зерен, остающихся в порах металла (особенно чугуна) и увеличивающих износ отверстия при эксплуатации детали, поэтому интенсивное охлаждение необходимо.
Станки для хонингования изготовляются одно- и многошпиндельные (до 6 шпинделей) с гидравлической подачей.
Хонингование имеет по сравнению с внутренним шлифованием следующие преимущества:
1) обеспечение цилиндричности поверхности отверстия ввиду отсутствия отжима инструмента, который имеет место при работе навнутришлифовальных станках;
2) отсутствие вибраций, что часто наблюдается у внутришлифовальных станков;
3) плавность хода хонинговальной головки, достигаемая благодаря гидравлической подаче.
Припуск на хонингование от 0,05 до 0,10 мм может быть снят за 1—2 мин.
Хонинговальная головка вращается со скоростью 60—75 м/мин для чугуна и бронзы и 45—60 м/мин для стали; скорость возвратно-поступательного движения головки 12—15 м/мин. На рис. 25, а представлена конструкция хонинговальной головки с механическим раздвижением абразивных брусков.
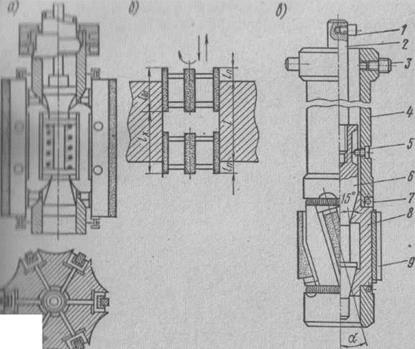
Рис. 25. Хонинговальная головка.
а) – конструкция; б) — схема определения длины перемещения головки; в — головка для хонингования шлицевого отверстия.
На рис. 25, б дана схема определения длины ее перемещения. Основное время для хонинг-процесса определяется по следующим формулам:
 , мин;
, мин;  ,
,  , мм,
, мм,
где  - припуск на сторону в мм; sp — радиальная подача на один двойной ход хонинговальной головки в мм; п — число двойных ходов хонинговалыюй головки в минуту;
- припуск на сторону в мм; sp — радиальная подача на один двойной ход хонинговальной головки в мм; п — число двойных ходов хонинговалыюй головки в минуту;  —скорость возвратно-поступательного движения в м/мин ( = 12-=—15 м/мин;) /х — ход хонголовки в мм (рис. 95,
—скорость возвратно-поступательного движения в м/мин ( = 12-=—15 м/мин;) /х — ход хонголовки в мм (рис. 95,  — длина обрабатываемого отверстия в мм;
— длина обрабатываемого отверстия в мм;  -перебег головки в мм (/„=12-25 мм); мм;
-перебег головки в мм (/„=12-25 мм); мм;  - длина абразивного бруска в мм (75-100мм).
- длина абразивного бруска в мм (75-100мм).
Новые конструкции хонинговальных головок со значительно большей поверхностью и большей твердостью абразивных брусков с применением увеличенных давлений брусков на обрабатываемую поверхность позволяют снимать большие припуски и сокращают время обработки в 2—3 раза по сравнению с обычными конструкциями головок.
 На рис. 25, в показана хонинговальная головка для обработки отверстий с прерывистыми поверхностями, например отверстие со шпоночной канавкой, или шлицевое отверстие. Особенностью этой головки является то, что абразивные бруски в ней размещены не параллельно ее оси, а под углом а = 15—30°. Головка состоит из корпуса 4, в котором шток 2 ввернут в шток 6, соединенный с четырьмя колодками 8, несущими абразивные бруски 9. На штоке имеются два усеченных конуса с углом 15°. Для предохранения от выпадения колодок 8 из корпуса 4 служат две пружины 7. Хонинговальная головка закрепляется в шпинделе станка с помощью шпилек 1 и 3. Шуруп 5 препятствует штоку 6 провертываться. Расположение абразивных брусков под углом 15—30° обеспечивает постоянное перекрытие шпоночных пазов не менее чем двумя брусками одновременно.
На рис. 25, в показана хонинговальная головка для обработки отверстий с прерывистыми поверхностями, например отверстие со шпоночной канавкой, или шлицевое отверстие. Особенностью этой головки является то, что абразивные бруски в ней размещены не параллельно ее оси, а под углом а = 15—30°. Головка состоит из корпуса 4, в котором шток 2 ввернут в шток 6, соединенный с четырьмя колодками 8, несущими абразивные бруски 9. На штоке имеются два усеченных конуса с углом 15°. Для предохранения от выпадения колодок 8 из корпуса 4 служат две пружины 7. Хонинговальная головка закрепляется в шпинделе станка с помощью шпилек 1 и 3. Шуруп 5 препятствует штоку 6 провертываться. Расположение абразивных брусков под углом 15—30° обеспечивает постоянное перекрытие шпоночных пазов не менее чем двумя брусками одновременно.
Для изготовления абразивных хонинговальных брусков используют различные искусственные абразивные материалы: электрокорунд, карбид кремния (карборунд), эльбор (кубический нитрид бора) и др. Алмазные бруски дают несколько лучшие результаты. Главное их достоинство — высокая стойкость, в десятки раз превышающая стойкость абразивных брусков.
Для изготовления алмазных брусков применяют зерна природных (естественных) и синтетических (искусственных) алмазов. Для хонинговальных брусков применяют преимущественно синтетические алмазы, обладающие высокой стабильностью свойств, работоспособностью и имеющие по сравнению с природными алмазами значительно меньшую стоимость.
Дата добавления: 2015-02-23; просмотров: 2432;