Мягкие и твердые прослойки в сварных соединениях
Сварное стыковое соединение в поперечном сечении имеет неско-лько участков, которые могут существенным образом различаться между собой по механическим свойствам (рис. 6.1).

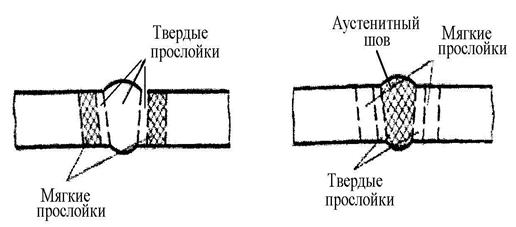
Рисунок 6.1 – Стыковое сварное соединение
Это сам шов 1, околошовная зона 2, материал которой в некоторых сталях претерпевает структурные преобразования и может иметь повы-шенную или пониженную твердость и прочность; зона высокого отпуска 3, прочность и твердость материала которой в термически обработанных сталях снижены в результате нагрева при сварке. Зона 4, нагревающаяся до более низких температур и материал которой по-разному изменяет свои свойства в зависимости от марки стали или сплава и предшествующей тер-мической обработки.
Расхождение механических свойств металла в разных участках, соиз-меримых с размерами сварного соединения, главным образом с толщиной свариваемых элементов, называется механической неоднородностью.
При установившемся режиме сварки ширина зон и их механические свойства мало изменяются по длине сварного соединения, поэтому обычно рассматривается неоднородность свойств и чередование зон в поперечном сечении сварного соединения. Различают мягкие и твердые прослойки (рис. 6.2).
При сварке термически обработанных сталей (рис.6.2,а) шов и око-лошовная зона, нагретые до температуры Ас3, в процессе охлаждения за-каливаются и имеют более высокую твердость и прочность, чем основной металл. Этот участок называют твердой прослойкой. Рядом с ней по обе стороны находятся участки высокоотпущенного металла, которые относи-тельно основного металла и твердой прослойки имеют пониженный пре-дел текучести. Эти зоны образовывают две мягкие прослойки.
А б
Рисунок 6.2 – Твердые и мягкие прослойки в сварных соединениях
Если термически обработанная сталь сваривается аустенитным швом (рис.6.2,б), то возникает сложное соединение зон мягкого аустенитного шва, двух твердых и двух мягких прослоек. Деление прослоек на мягкие и твердые зависит от отношения предела текучести металла прослойки к пределу текучести основного металла или примыкающего к прослойке металла. Если отношение пределов текучести прослойки и соседнего участка больше единицы, то прослойка будет твердой, в противополож-ном случае – мягкой.
6.2 Напряженное состояние и прочность мягкой прослойки
при растяжении, изгибе
Необходимость изучения прослоек объясняется тем, что механичес-кие свойства сварных соединений, такие, как прочность, деформационная способность, энергоемкость при разрушении, а также место и характер разрушения, зависят от степени и топографии механической неоднородно-сти.
Механические свойства образца, вырезанного из мягкой прослойки и имеющего низкую прочность, еще не свидетельствуют о том, что сварное соединение в целом имеет такие же свойства. Взаимодействие отдельных зон соединения протекает сложным способом, а прочность сварного сое -динения, как правило, не совпадает с прочностью какой-нибудь прослойки.
Рассмотрим случай, когда растягивающая сила направлена вдоль шва и все прослойки получают одинаковые деформации (рис.6.3)  .
.
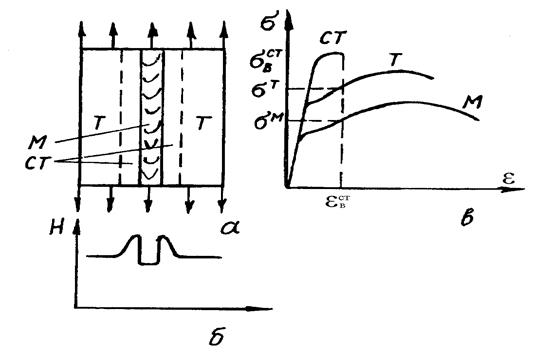
Рисунок 6.3 – Прочность элемента с продольным стыковым швом
В случае продольного растяжения стыкового шва можно предполо-жить, что плоские сечения сохраняются, а зоны мягкого металла М, более твердой подкаленной зоны термического влияния СТ и твердого основного металла Т(рис.6.3,а,б) имеют одинаковые деформации (рис.6.3,.в). Из диаг-раммы растяжения σ-ε вытекает, что наблюдается определенный рост ус-ловных напряжений в наиболее твердом металле (СТ) вплоть до уровня временного сопротивления σв. Таким образом, при расположении шва вдоль растягивающего усилия пониженная деформационная способность одной из зон сварного соединения может снизить максимально возмож-ную прочность в сравнении с элементом без швов.
Деформационная способность соединения и его несущая способ- ность ограничены пластичностью металла наименее пластичной прослой-ки. Точки А1, А2, А3 соответствуют разрушению образца, которое насту-пит при ε = εА2 (рис.6.4)  . При этом напряжение σ3 в основном металле, σ1 в шве и σ2 в твердой прослойке будут сильно отличаться.
. При этом напряжение σ3 в основном металле, σ1 в шве и σ2 в твердой прослойке будут сильно отличаться.
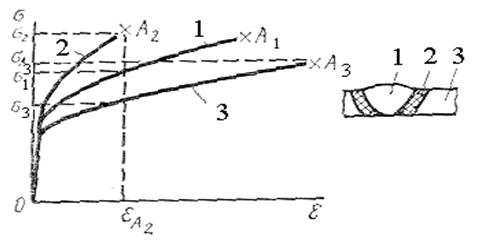
1 – шов;
2 – околошовная зона (твердая прослойка);
3 – основной металл
Рисунок 6.4 – Диаграмма зависимости напряжения σ от деформации 
для разных зон сварного соединения при растяжении
вдоль шва
Продольная растягивающая сила воспринимается преимущественно участком основного металла, так как его площадь намного превосходит и площадь поперечного сечения шва, и площадь твердой прослойки. И хотя уровень напряжений σ2 в твердой прослойке будет велик, средние напря-жения будут близки к σ3, которые существенным образом ниже разруша-ющих напряжений в точке А3. Это означает, что прочность сварного сое-динения с твердой прослойкой, нагруженного вдоль шва, окажется ниже, чем прочность такого же элемента из основного металла, так как разру-шение в последнем случае состоится при напряжениях, близких к σ3<σА3. Отрицательное влияние твердой прослойки сказывается сильнее, если по длине соединения встречаются резкие изменения сечения шва, вызываю-щие концентрацию напряжений, или еще хуже – поперечные трещины или другие дефекты в твердой прослойке.
При действии силы вдоль шва наличие малопрочных мягких прос-лоек практически не влияет на общую несущую способность нагруженно-го элемента, так как площадь прослоек невелика.
При поперечном расположении шва относительно растягивающей силы (рис.6.5) влияние неоднородности механических свойств обнаружи-вается иначе [8].

Рисунок 6.5 – Схема расположения шва поперек
растягивающего усилия
Из-за различия значений коэффициента Пуассона в упругой и плас-тической областях участки более прочного металла, работающие в упругой области, препятствуют развитию пластических деформаций в соседней мягкой прослойке. Стесненность деформаций мягкой прослойки предопре- деляет появление объемного напряженного состояния и повышение сопро-тивления развитию в ней пластических деформаций. В результате возни-кает эффект “контактного упрочнения” мягкой прослойки, который зави сит от относительной толщины прослойки  , где h – ширина мяг-- кой прослойки; d-толщина металла, и формы поперечного сечения эле-мента.
, где h – ширина мяг-- кой прослойки; d-толщина металла, и формы поперечного сечения эле-мента.
Принимая, что материалы мягкой прослойки М и основного металла Т идеально упругопластичны и их пределы текучести находятся в со-отношении sтм < sт, были получаем решения о наступлении текучести прослойки в составе сварного соединения в зависимости от размера прос-лойки, формы поперечного сечения и значения sтм в виде
s/т = sтМ Кc, (6.1)
где s/т – предел текучести сварного соединения;
Кc – коэффициент контактного упрочнения.
Оценка прочности реального сварного соединения, учитывающая уп-рочнение мягкой прослойки в результате пластической деформации, осу-ществляется подстановкой в эту формулу предела прочности sвм вместо sтм.
На рисунке 6.6  показана зависимость максимально возможной прочности сварного соединения с мягкой прослойкой от ее относительной толщины c для элементов с разной степенью компактности сечения в со-ответствии с выражением s/В = sвМ Кc . (6.2)
показана зависимость максимально возможной прочности сварного соединения с мягкой прослойкой от ее относительной толщины c для элементов с разной степенью компактности сечения в со-ответствии с выражением s/В = sвМ Кc . (6.2)

Рисунок 6.6 - Зависимость максимально возможной прочности стыкового соединения от относительной толщины мягкой
прослойки c и формы поперечного сечения
Из рисунка 6.6 видно, что с уменьшением относительной толщины мягкой прослойки c эффект контактного упрочнения усиливается и при некотором ее значении обеспечивается возможность достижения прочнос-ти основного металла. Однако достижение полного упрочнения усложня-ется тем, что схема напряженного состояния участков твердого металла вблизи прослойки оказывается значительно более мягкой по сравнению с трехосным растяжением мягкой прослойки и они вступают в пластичес-кую деформацию, в то время как вдали от прослойки металл работает еще упруго. Такое смягчение металла в приконтактной области уменьшает сдерживание деформаций мягкой прослойки, ослабляя эффект упрочне-ния. В этом случае контактное упрочнение реализуется не полностью, по- этому в выражение (6.2) вводится коэффициент реализации контактного упрочнения Кр  1:
1:
σ/в = σвм К Кр. (6.3)
Дата добавления: 2015-01-10; просмотров: 4174;