Технологические процессы, Выбор машин и оборудования
Основными технологическими операциями при приготовлении бетонной смеси являются точное дозирование и тщательное перемешивание ее компонентов. Приготовление бетонной смеси -один из важнейших факторов обеспечения качества бетона. От качества бетонной смеси (ее однородности) в значительной степени зависит и качество изготовленных из нее конструкций и построенных сооружений. Качество смеси зависит как от физико-механических свойств используемых материалов, правильного подбора состава бетона, точного дозирования и порядка загрузки компонентов смеси, так и от конструкции бетоносмесителя и продолжительности приготовления смеси.
Пути повышения качества бетонной смеси: совершенствование существующих и создание принципиально новых методов и оборудования для приготовления смесей; комплексная автоматизация; физико-химические воздействия на компоненты смеси в целом и др. Кроме традиционных способов перемешивания смеси в смесителях со свободным и принудительным перемешиванием, наряду с усовершенствованием конструкций бетоносмесителей появились новые способы и смесительные машины, которые представляют определенный интерес.
Акустическая технология приготовления бетонной смеси. Цемент — полидисперсная система, содержащая большое количество агрегатированных (слипшихся) частиц. При самом совершенном бетоносмесительном оборудовании не удается разъединить цементные агрегаты (микрокомки) и перемешать цементное тесто так, чтобы вода была равномерно распределена между всеми зернами цемента для их вовлечения в процесс гидратации. Наличие в цементном камне зерен твердой фазы, не вступившей во взаимодействие с водой, значительно снижает прочность бетона и ухудшает егокачество. Известны способы полного использования вяжущих свойств портландцемента: сухой домол в мельницах шаровых ,вибрационных ,центробежно-ударных,вихревых; мокрый домол в мельницах с мелющими телами, в вибромельницах, скоростных смесителях, специальных активаторах; дезинтеграция в поле: волновом, силовом, вибрационном, ультразвуковом, акустическом. Новой эффективной является акустическая технология приготовления бетонной смеси, при которой заполнители перемешивают с предварительно обработанным и активированным цементным тестом. Благодаря этому достигается максимальная гомогенизация смеси, увеличивается ее подвижность, а также повышается плотность, прочность и водонепроницаемость бетона. Перемешивание компонентов проводят в мощном акустическом поле , в результате чего происходит дезинтеграция твердой фазы(цемента) и перераспределение воды, интенсифицируется процессы диссоциации и обмена минералов цемента. Акустическая активация цемента не имеет недостатков, присущих вибрационной обработке, так как исключаются вредные воздействия на рабочих, обеспечивается устойчивость физико-механических свойств бетона, значительно упрощается технологический процесс. Для активации цемента используют активаторы цикличного и непрерывного действия. Активатор (рис.181)выполняет две функции: смешивает с водой до получения однородной массы и возбуждает акустические колебания во всем объеме цементного теста, под влиянием которых в двухфазных средах возникают явления кавитации. Акустические колебания создают сжатым воздухом, поступающим к ним из компрессора.
Рис.181. Акустическая активация цемента:
1-тестомешалки; 2-электродвигатель; 3-приводной вал бетоносмесителя с лопастями;
4-распределитель воды; 5-течка; 6-сливной пневмоклапан; 7-воздухоочистительные
фильтры; 8-насос; 9-аэрогидродинамические излучатели; 10-пневмоклапан; 11-под-
водящий воздухопровод; 12-тестовыводящая течка; 13-конусное днище; 14-корпус
активизатора; 15-фланциы переходная для крепления корпуса активизатора к
тестомешалке; 16-бункера заполнителей; 17-дозаторы; 18-смеситель
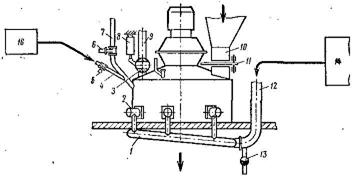
Рис.182.Схема приготовления цементобетонной смеси с предварительным пароподогревом:
1-коллектор-парораспределитель; 2-пароподоющее сопло; 3-пробковый затвор; 4-труба для подачи воды окончательной дозировки; 5-вентиль с пневмоприводом; 6-подача воды; 8-пневмоцилиндр; 9-подача цемента; 10-подача заполнителей; 11-затвор; 12-паропровод; 13-конденсатоотводчик; 14-котельная; 15-выдача готовой цементобетонной смеси; 16-компрессорная
Предварительный разогрев бетонной смеси используют при производстве сборного железобетона. Различают два метода нагрева смеси; с помощью острого пара, вводимого непосредственно в смесь, или электрического тока. При разогреве острым паром образующийся от соприкосновения с холодными материалами конденсат служит одновременно водой затворения. Пароразогрев ведут в специальных или переоборудованных бетоносмесителях (Рис.182), разогрев электричеством – в бункерах (не обеспечен равномерный нагрев смеси по всему объему бункера). Наиболее эффективен разогрев паром. Выбор машин и оборудования. Количество машин и оборудования их тип и марку определяют заданной выработкой завода, режимом его работы и маркой бетона. Требуемая производственная емкость по выходу готовой бетонной смеси составит
Vб=Пг/iцч*Kв.б*Kс*Tр.г*Kв.с*Kв.г ,
где Пг – годовая выработка завода, м³ ; iцч – число замесов в час; Кв.б – коэффициент выхода бетона (0,67);
Кс – коэффициент сменности – число смен в сутки; Тр.г – число рабочих дней в году; Кв.с и Кв.р – коэффициенты неиспользования машинного времени в и в течении года. Количество бетоносмесителей принимают
iб.с=Vб/Vо ,
где Vо – объем принятого бетоносмесителя.
Подбор комплектующих машин и оборудования производят в соответствии с принятой маркой бетоносмесителя, компоновкой завода (вертикальная, партерная, смешанная) и применяемой системой автоматизации (рис. 183).
Бетоносмесители классифицируются по: характеру работы (нерперывного и цикличного действия); принципу перемешивания (свободного падения, принудительного действия и комбинированные); типу перемешивающего устройства (роторные, планетарно-роторные, турбулентные, прямоточные, противоточные, вибрационные); направлению загрузки разгрузки компонентов (одно- и двусторонние); способу разгрузки (опрокидные, с разгрузочным лотком, реверсивные, с донной выгрузкой, наклоняющиеся); мобильности (стационарные, передвижные, перебазируемые, автобетоносмесители).
В СССР и за рубежом ведущее положение занимают бетоносмесители свободного падения (гравитационные), но с каждым годом создаются новые конструкции машин с принудительным перемешиванием. Наиболее перспективные смесители свободного падения – опрокидные, автобетоносмесители, а из числа бетоносмесителей принудительного действия – роторные.
В последние годы наметилась тенденция создавать ЦБЗ не из отдельных мащин, а из комплекта технологического оборудования, обеспечивающего механизацию всех операций. В современных бетоносмесительных установках наиболее насыщенное технологическим оборудованием дозировочно-смесительное отделение размещают на одном этаже, тогда как в старых установках оно занимало два этажа.
Это достигнуто благодаря применению многофракционных дозаторов, которые служат также сборной воронкой.
Для подачи заполнителей из расходных бункеров в многофракционный дозатор широко применяют электромагнитные вибропитатели. При небольшой высоте они обеспечивают перемещение материалов по горизонтали и позволяют избежать установки течек с наклоном, превышающим угол естественного откоса материала, что приводит к нерациональному использованию высоты здания.
Рис.183. Компоновочные схемы бетонных заводов:
а – башенная; б – партерная;
1 – бункерное отделение; 2 – дозировочное отделение; 3 – сборная воронка; 4 – смесительное отделение; 5 – выдача готовой смеси;
6 – склад цемента; 7 - транспортер
Выработку электромагнитного питания можно регулировать в широком диапазоне, что позволяет быстро загружать дозатор при работе с большой выработкой и одновременно обеспечивать высокую точность взвешивания благодаря переходу в конце дозирования на режим досыпки с минимальной выработкой. Расположение питателей вокруг дозатора — кольцевое. Многофракционные дозаторы при работе в автоматическом режиме обеспечивают 80—90 и более циклов в час. Для автоматизации дозирования применяют циферблатные указатели массы с встроенными фотоэлектронными, индуктивными или чаще всего потенциометрическими датчиками. Цемент подают в расходные бункера с помощью пневматикн. Расходные бункера цемента рекомендуется располагать на высоте дозировочно-смесительной установки, вне здания башни.
Продолжительность перемешивания смеси в современных бетоносмесителях принудительного действия не превышает 45—50 с, а число циклов — не менее 40. Для дорожного строительства, где требуется частое перебазирование ЦБЗ, установки башенного типа мало приспособлены. В этих условиях применяют легко перебазируемые мобильные бетоносмесительные установки, ввод в действие которых осущесталяют в течение нескольких смен и даже часов.
В последнее время наблюдается тенденция компоновать оборудование линии цемента в партерных установках по вертикальной схеме, что позволяет подавать цемент из дозатора непосредственно в бетоносмесятель, минуя скиповый подъемник. Этим уменьшается число пересыпок цемента, пыление, налипание на стенки скипового подъемника. Загрузка цементом расходных емкостей, установленных над бетоносмесителем, при использовании пневмозагрузочных средств не представляет трудностей. Заполнители, как правило, дозируют многофракционным дозатором, цемент — отдельным дозатором, воду — счетчикомводомером.
В установках с линейным расположением расходных бункеров заполнителей, загружаемых одноковшовым погрузчиком на пневмошинах, в качестве емкости дозатора используют сборный горизонтальный или наклонный транспортер с высокими бортами. Бетоносмесительные установки башенного типа больше приспособлены для утепления и позволяют получать несколько большую выработку, чем партерные, за счет сокращения затрат времени на промежуточные транспортные операции при прохождении материалом всего технологического цикла,
В современных бетоносмесительных установках дозу воды корректируют с учетом влажности заполнителей. В качестве датчиков используют гигрометры, действие которых основано на принципе электрической проводимостью смешиваемой смеси. Поскольку необходимую точность обеспечивают лишь при высокой однородности смеси, производят предварительное перемешивание с уменьшенной дозой воды. Затем постепенно добавляют остальную воду, подачу которой отключают по команде гигрометра. При корректирования дозы воды по консистенции смеси подачу воды контролируют по мощности тока, подводимого к электродвигателю привода барабана гравитационных бетоносмесителей, или изгибающему моменту рычага лопасти бетоносмесителей принудительного действия.
Этот способ достаточно точно обеспечивает стабильность консистенции смеси.
Как правило, легко перебазируемые бетоносмесители установки изготовляют по той же компоновочной схеме, что и стационарные, но в отличие от них они имеют более высокую степень заводской готовности, поэтому их сооружение связано с меньшим объемом строительных работ. Легкоперебазируемые установки обычно монтируют на временных фундаментных плитах или монолитных фундаментах мелкого заложения; разделительные стенки секторного склада выполняют щитовыми — инвентарными. Это позволяет сократить сроки монтажа до нескольких часов.
Агрегаты мобильных бетоносмесительных установок обычно монтируют на колесном ходу. Установки характеризуют высокой степенью механизации автоматизации технологических процессов, высокой выработкой и хорошим качеством перемешивания. Их классифицируют по: способу монтажа (самомонтирующиеся и монтируемые с помощью грузоподъемных средств); конструктивному решению склада заполнителей; степени заводской готовности и требованиям опорной поверхности площадки.
По степени заводской готовности установки бывают моноблочной и многоблочной конструкции. Моноблочная конструкция обладает высокой степенью заводской готовности. Коммуникации их чаще всего не имеют разъединений и при транспортировании основные элементы остаются в положении, соответствующем их взаимодействию в рабочем состоянии. Установки обычно самомонтирующиеся. Степень заводской готовности в установках моноблочной конструкции значительно ниже ввиду применения штыревых соединений блоков коммуникаций. Установку с большим числом блоков монтируют с помощью грузоподъемных машин.
Безфундаментные установки характеризуют наибольшей маневренностью, но в связи с ограниченной несущей способностью грунта они имеют небольшую выработку. Наиболее перспективно безфундаментное и беспрямковое решение опорной площадки установки, так как не требуется выдержка сроков твердения уложенного в фундамент бетона, отвод грунтовых вод и атмосферных осадков.
На объектах, потребляющих бетонную смесь одной марки или в тех случаях, когда не требуется частая смена состава, используют бетоносмесительные установки непрерывного действия.
Таблица 54
| Показатели | Марка установки | |||||||
| СБ-51 (С-932) | СБ-61 (С-946) | СБ-71-01 | СБ-37 (С-780) | СБ-75 | СБ-78 | СБ-109 | СБ-118 | |
| Выработка Наибольшая крупность заполнителя, мм | - |
СССР По техническому уровню и объему внедрения непрерывных технологических процессов приготовления бетонной смеси опережает зарубежные индустриально развитые страны. В СССР выпускают много моделей легкоперебазируемых бетоносмесительных установок непрерывного действия в блочном исполнении (табл. 54). Бетоносмесительная установка типов СБ-109 и СБ-118 предназначена для обеспечения бетонной смесью скоростного строительства дорог (рис. 184),
Установка состоит из дозировочного и смесительного отделений. соединенных наклонным транспортером, трех загрузочных транспотеров, бардоприемочного отделения и пульта управления.
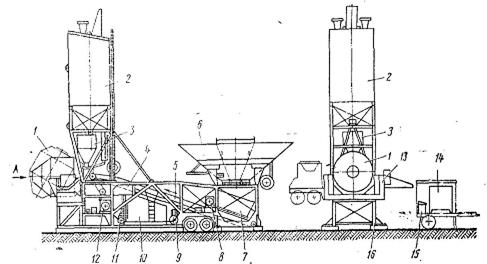
Рис. 184. Схемапередвижной бетоносмесительной установки пикличного действия
(240 м³/ч) с агрегатироварным комплектом АКА-Бетон:
1— бетоносмеситель; 2— силос цемента; З— дозатор цемента; 4— емкость для жидких до-
бавок; б— ленточный транспортер; 6— расходный бункер; 7— дозатор песка и щебня;
8, 12— циферблатные указатели; 9 — компрессор;10 — расходный бак для воды; 11— водя-
ной насос; 13— полуприцеп; 14— силовая панель; 15— пульт управления; 16 — рама
Склады
Для хранения песка, щбня, гравия могут быть склады открытого и полузакрытого типов. С расчетом бесперебойной работы ЦБЗ целесообразны склады траншейного типа с разгрузочной эстакадой. Выгрузку песка, щебня, гравия из вагонов осуществляют через люки. При большом грузообороте рекомендуют эстакадно-траншейные склады с выгрузочной траншеей, выгрузку производят вагоноопрокидывателем. Из траншеи сыпучие материалы вначале наклонным, а затем надштабельным распределительным транспортером подают в секции склада по размерам.
Погрузку в автомобили-самосвалы осуществляют одноковшовыми универсальными погрузчиками на пневмоходу или ленточными транспортерами через загрузочные бункера. Обычно склады ЦБЗ технологически связаны ленточным транспортером с бетоносмесительной установкой.
Для хранения цемента применяют типовые склады (рис. 185).
Погрузку цемента в автоцементовозы производят, как правило, через донные разгружатели. Сжатым воздухом цемент по трубам подают непосредственно со склада в расходные бункера бетоносмесительной установки.
Комовую известь разгружают в крытый склад, оборудованный продольным транспортером и кран-балкой с грейфером.
Выгрузку извести из вагонов производят разгрузчиком или аккумуляторными погрузчиками по наклонным желобам. Дальнейшее ее перемещение по длине склада и загрузку бункера осуществляют транспортером или кран-балкой с грейфером.
Механизация погрузочных работ на складах зависит от вида грузов. Сыпучие грузы из полувагонов выгружают кранами, оснащенными грейферами. Достоинства такой выгрузки: малая стоимость кранов, возможность разгрузки вагонов в любом месте (маневренность), при небольшом грузопотоке возможность использования кранов как на выгрузке вагонов при складывании,так и на погрузке материалов в автомобили. К их недостаткам относят значительное снижение выработки из-за большой массы грейферов, которая составляет почти 50% грузоподъемности; возможное повреждение кузова вагона, особенно при работе в ночную смену; неполное освобождение вагонов, в результате чего большую массу груза приходится разгружать вручную.
Гравитационная выгрузка сыпучих материалов из полувагонов, расположенных на повышенных путях, не требует больших трудовых затрат, поэтому при значительных грузопотоках этот способ достаточно эффективен. Затраты ручного труда на открывание и закрывание люков, зачистку полувагонов — основной недостаток этого способа. Существенный недостаток повышенных путей — необходимость в (большой территории площадок по обе стороны от оси пути и в пределах до50 м.
Грузовую переработку сыпучих материалов производят различными машинами: автомобильными погрузчиками на пневмоколесном ходу, оснащенными ковшом или грейфером; на гусеничном ходу одноковшовыми и многоковшовыми погрузчиками; одноковшовыми экскаваторами и кранами-экскаваторами с прямой лопатой, грейферным оборудованием.
Рис.185. Склад цемента 
1- пневморазгрузчик; 2 – пневмоподъемник; 3 – аэрожелоб; 4 – бункер-осадитель; 5 – фильтр; 6 – силос; 7 - заборное
устройство (всасывающее); 8 - железнодорожный вагон; 10 – трнспортный трубопровод; 11 – гибкий цементовод;
12 – трап; 13 – прирельсовый склад; 14 - шкаф электрооборудования; 15 – вакуум-насос
Кроме передвижных средств используют полустационарные козловые краны, разгрузчики элеваторного типа на рельсовом ходу, стационарные ленточные подщтабельные транспортеры и погрузочные бункеры для эстакадно-траншейных складов.
Для выгрузки цемента, золы и других материалов из вагонов, хранения и погрузки их в автомобили, автоцементовозы и автозоловозы на ЦБЗ предусматривают силосные склады капитального или инвентарного типа (в зависимости от объема грузооборота полностью иличастично автоматизированы). Цемент хранят в закрытом помещении с минимальной влажностью воздуха.
Запрещается хранить цемент навалом во временных складах амбарного типа, под навесами, в ларях, на открытых площадках, под брезентовыми укрытиями.
Для доставки цемента на расстояние до 1000 км используют вагоны-цементовозы с аэрационно-пневматической разгрузкой и на расстояние до 300 км автоцементовозы.
Перевозка цемента в крытых железнодорожных вагонах имеет много существенных недостатков.
Для доставки цемента на рассредоточенные объекты с небольшим объемом работ применяют контейнеры и склады-контейнеры, передвижные цистерны с пневматической загрузкой и разгрузкой. Доставку цемента производят в автоцементовозах с цементных заводов с использованием для загрузки комплекта машин и оборудования, разработанных ВНИИСтройдормашем.
Возможна доставка цемента специально оборудованными баржами по реке.
Основное оборудование силосных складов цемента: силосы; пневмокамерные насосы для горизонтального, вертикального и наклонного транспортирования; пневмовинтовые насосы — для тех же целей, что и пневматические — транспортирование материалов по трубопроводам в силосы на расстояние до 400 м; двухходовые переключатели — для изменения движения смеси цемента с воздухом по трубопроводам (в зависимости от количества ответвлений переключатели могут быть двух- и трехпозиционные); пневмозагрузочные устройства —установки с дозирующими устройствами для загрузки цемента из силосов и бункеров в транспортные средства; установки для автоматической загрузки автоцементовозов всасывающего и всасывающе-нагнетательного действия (рис. 186) для разгрузки из крытых вагонов и транспортирования в емкости цемента, а также для выгрузки цемента из бункерных вагонов; пневмовинтовые подъемники — для вертикального транспортирования цемента по трубопроводам при помощи сжатого воздуха.
В основном пневмовинтовые подъемники используют совместно с разгрузчиками цемента, для приема цемента из бункерных вагонов — цементовозов; аэрожелоба для транспортирования цемента с небольшим уклоном. На складах аэрожелоба служат для транспортирования цемента от подъемников в силосы и далее к пневмовинтовым и камерным насосам, транспортирующим цемент в расходные бункера бетоносмесительных установок.
Особенности организации складов.При скоростном строительстве автомобильных дорог и, в частности, с применением бетоноукладочного комплекта ДС- 110 решение задачи материально-технического снабжения и организация складов представляют особую сложность. При скорости потока 1 км в смену при устройстве покрытия толщиной 22 см и шириной проезжей части 7,5 м для приготовления бетонной смеси необходимо в смену примерно 1800 м³ щебня, 800 м³ песка и 720 м³ цемента.
Для обеспечения материалами в таком количестве не пригодны склады, которые организуют при темпах строительства 150—250 м/смену.
Если учесть, что кроме щебня, песка, цемента для строительства дорог необходимо много других материалов (арматурная сталь, топливо, масло и др ), возникает необходимость создания мощной механизированной выгрузочной базы, как правило, прирельсового типа.
В зависимости от местных условий возможны два варианта организации базы: использование существующих станций железных дорог, в ряде случаев с ассигнованиями соответствующих капиталовложений по расширению путей, и постройка собственной железнодорожной ветки, что несравненно больше потребует капитальных вложений.
Наилучшей формой доставки строительных материалов с базы является централизованная перевозка автомобилям и большой грузоподъемности непосредственно па ЦБЗ, минуя промежуточные склады. В этом случае на легкоперебазируемом бетонном заводе организуют расходные склады с хранением песка, щебня, цемента в силосах или бункерах при минимальном страховом запасе. доставку материалов с базы организуют по графику, контролируемому диспетчером ЦБЗ.
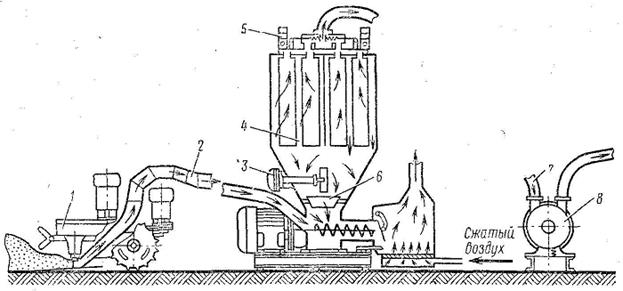
Рис. 186. Технологическая схема разгрузки цемента из крытого железнодорожного вагона цементным насосом всасывающе-нагнетательного действия:
1— заборное устройство; 2 - гибкий цементопровод; З — указатель уровня материала; 4 — фильтр осадительной камеры; 5 — электромагнит; 6—. отбойник; 7 .— воздухопровод; 8 — вакуум-насос или ротациооная газодувка
заполнителем. При назначении мероприятий по охлаждению компонентов бетонной смеси требуемую температуру свежеприготовленной смеси рассчитывают по формуле, применяемой для расчета в зимних условиях.
Генеральный план ЦБЗ
Проектирование генерального плана производственных предприятий достаточно подробно описано ранее, потому здесь рассмотрены лишь особенности ЦБЗ.
При проектировании генерального плана ЦБЗ (рис. 190) следует учитывать перспективу расширения и возможность создания повышенных запасов материалов. При расположении ЦБ3 в ступенчатом рельефе местности используют гравитационное перемещение материалов. Грунтовые условия выбранной площади позволяют вести строительство транспортных галерей и подземных коммуникаций, а также возведение фундаментов без излишних затрат. Желательны сборные бетонные и железобетонные фундаменты.
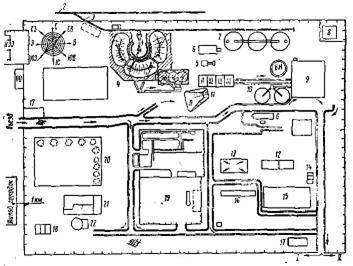
Рис.190. Генеральный план ЦБЗ
1 - склад топлива и масел с заправочными колонками КЗЗ; 2 – магистральная железная дорога; З - тупик; 4-склад щебня: 5- одноковшовый погрузчик напневмоколесном ходу; 6 - компрессор: 7- силостный склад цемента; 8 – трансформаторная подстанция; 9 –смесительный цех; 10 – расходные силосы цемента; 11- бункеры питателя; 12 - медицинский пункт ГО; - 13 - днспетчерская; 14 - светофор; 15 – контора; 16 — лаборатория; 17 - охрана; 18 – туалет; 19 – гараж, ремонтная мастерская с цехом электроники; 20 – площядка отдыха; 21 – душ и гардероб; 22 – котельная:
10 – выезд на строющуюся дорогу; 11 – выезд на полигон для изготовления ЖБИ; ВИ – водонапорная башня; ПО – сарай пожарной охраны
Подземные сооружения — траншеи ленточных транспортеров и подвальные помещения — во избежание крупных затрат на изоляцию располагают с учетом горизонта залегания грунтовой воды. Протяжние транспортирования материалов в смесительный цех должно быть минимальным. Если на ЦБЗ имеется несколько смесительных установок в одном цехе, приемные устройства материалов, складские и вспомогательные сооружения объединяют и располагают по возможности в центре потребления.
Приемные устройства материалов икотельные установки размещают у подъездных путей и участков, достаточных по размерам для размещения складов материалов. При расположении приемных устройств материалов, складов, устройств подогрева и бетоносмесительных установок обеспечивают поточность движения материалов и приготовления смеси. При наличии железнодорожной ветки или тупика обеспечивают маневровые операции или строят ветку так, чтобы количество этих операций и их протяженность были наименьшими. Протяженность внутризаводских путей должна быть наименьшей, но с достаточным фронтом приема и маневрирования.
Коммуникации обеспечивают подачу на бетоносмесительную установку холодных и подогретых заполнителей и воды. При компоновке генерального плана предусматривают возможность выдачи заполни- телей и цемента разным потребителям. Это условие является обязательным, если в данном районе нет других складов цемента и заполнителей.
Компрессорные и трансформаторные подстанции располагают в центре потребления сжатого воздуха и электроэнергии. Чтобы сократить падение давления сжатого воздуха, компрессорные станцииприближают к пунктам их потребления. Все здания и оборудование ЦБЗ располагают с учетом розы ветров, чтобы открытые штабеля заполнителей не засыпались посторонними примесями, а цементная и каменная пыль, образующаяся при транспортно-складских операциях на заводе, не оседала в районе жилого поселка и вблизи автоматизированных бетоносмесительных установок со сложными машинами и аппаратурой.
Административные помещения размещают так, чтобы они не подвергались запылению цементом и пылевидными заполнителями. Цементопроводы прокладывают с минимумом поворотов в тоннелях или на эстакадах с целью легкого доступа к ним.
Типовые проекты бетонных заводов для дорожного строительства разрабатывает Киевский филиал Союздорпроекта. Для ЦБЗ непрерывного действия проекты предусматривают использование бетоносмесительных установок:
Установка СБ - 75 СГ-78 СВ -109 СБ - 118
Часовая выработка. м². 30 60 120 240
Оптимизация транспортных средств для доставки бетонной смеси. Эффективность работы ЦБЗ во многом зависит от бесперебойного обеспечения транспортными средствами для доставки бетонной смеси потребителям.
Смесь с ЦБЗ для укладки в покрытие дороги в основном доставляют в автомобилях-самосвалах.
Увеличивающийся выпуск автобетоновозов и автобетоносмесителей позволяет обеспечить доставку смеси без ухудшения качества. Выбор оптимальных транспортных средств ведут по приведенным затратам на перевозки и определяют по методике Госстроя СССР
П = А + ВL
где А и В — расчетные коэффициенты; L — расстояние транcпортирования, км.
При доставке бетонной смеси автобетоносмесителями
Пабс = 39,06 + 49,84L;
При перевозке смеси на автомобилях-самосвалах
Пас = 21,48 + 22,99L.
Контроль качества смеси
Качество смещения, как правило, оценивает лаборатория по пределу прочности при сжатии и изгибе образцов (кубов, балок), т. е., когда оперативное вмешательство в технологический процесс невозможно. Оценка качества смешивания путем определения прочности и однородности прочности затвердевшего бетонаявляется интегральным параметром, на значение которого влияют многие, не поддающиеся точному учету факторы: качество и условия хранения цемента и заполнителей, состав бетонной смеси и точность дозирования компонентов, условия приготовления смеси, транспортирования, уплотнения и укладки ее, условия твердения, последующего хранения, условия отбора проб и испытания образцов, качество форм (при изготовлении железобетонных изделий) и др. Изменчивость прочности бетона в производственных условиях лишь косвенно характеризует качество смешивания (однородность смеси) и не позволяет сделать достоверное заключение о том, являются ли колебания прочности следствием нарушения неоднородности смеси или нарушения стандартного режима изготовления образцов.
Лаборатория ЦБЗ особенно тщательно контролирует качество приготовления смеси, компонентов смеси и их соответствие требованиям ГОСТ не только при поступлении на склады завода, но и при подаче их в бетоносмесительный цех. Контроль надежности хранения, соответствие фактического количества дозируемых материалов подобранному составу бетонной смеси — одно из основных условий получения высококачественного бетона. Перед началом каждой смены проверяют точность работы дозаторов и влажность крупного и мелкого заполнителей. С целью сохранения влажности заполнителя лаборатория ежесменно дает корректировки состава бетонной смеси, а в случае резкого изменения погоды такую корректировку делают каждые 2 ч. Погрешность при дозировании допускают для цемента, активных добавок и воды не более 1% и для заполнителей +2%,-2%
Продолжительность перемешивания устанавливают в соответствии со СНиП 111-15-76 и проверяют в лаборатории совместно с механиком ЦБЗ (регулировка дозаторов, контрольных приборов).
Подвижность смеси определяют конусом и характеризуют способностью растекаться под влиянием собственной массы или умеренно механического воздействия без нарушения связности и сплошности. Контроль проводят не реже 2 раз в смену, при неустойчивых погодных условиях — каждые 2 ч. Для жестких смесей определяют жесткость смеси с помощью технического вискозиметра или с помощью кубической формы и конуса. Частота контроля такая же, как и подвижноти смеси.
Прочность бетонной смеси проверяют при сжатии. Марку бетона устанавливают испытанием кубов. для дорожного бетона имеет большое значение прочность при изгибе, которую определяют путем испытания бетонных балок.
Проводят периодический контроль морозостойкости бетона путем попеременного замораживания и оттаивания бетонных кубов.
Ускорение процессов лабораторного контроля возможно. Содержание воды в пробе определяют быстрым обезвоживанием спиртом с последующим высушиванием в вакуум-шкафу; добавлением спирта в растворную составляющую и нахождением плотности фильтрата аэрометром с целью установления содержания воды по тарировочной кривой; измерением воды с помощью горящего в смеси бензина; нейтронным методом.
Содержание в пробе специально вводимых в смеситель ингредиентов определяют с помощью радиоактивных изотопов или люминесцентного анализа.
Сущность метода ультразвуковых испытаний состоит в том, что- о прочности бетона судят по скорости прохождения через бетон продольной ультразвуковой волны. Надежная корреляционная зависимость «прочность бетона—скорость ультразвука» может быть установлена только для данного состава, приготовленного из определенных материалов. При изменении одного из параметров необходимо проведение тарировочных испытаний.
При работе в лабораторных условиях или при испытаниях смесительных машин, когда посторонние факторы, влияющие на качество смешивания, могут быть в значительной степени устранены. За основу оценки качества смешивания принимают: равномерность консистенции смеси в соответствии с ГОСТ 10181—76, количество воды в навеске путем испарения ее в пламени горящего бензина, связность бетонной смеси (проверка на водоотделение), промывание и отстаивание сыпучих компонентов, прочность и однородность бетона при сжатии и изгибе.
Время смешивания компонентов смеси точно регламентировано. Увеличение и уменьшение одинаково нежелательные. При уменьшении времени не будет достигнуто равномерное распределение компонентов, а при увеличении, возможно их расслоение.
В СССР согласно ГОСТ163492—70 и 74732—76 время смешения для смесителей принудительного действия находится в пределах 40 - 60 с, а для гравитационных в зависимости от их вместимости составляет 60— 120с. Следует учесть, что с увеличением подвижности смеси время смешивания сокращают. Важным элементом в контроле качества приготовления бетонной смеси является операция перемешивания компонентов смеси. Равномерность распределения компонентов (заполнителей, цемента, воды) между собой в бетоносмесителе во многом определяет физико-механические свойства затвердевшего бетона.
Качество приготовленной смеси зависит как от конструкции смесителя и продолжительности перемешивания, так и от физико-механических свойств материалов, порядка загрузки их в смеситель и др.
В СССР впервые в мировой практике стандарт предусматривает обязательное использование статистического метода контроля прочности бетона. Метод позволяет не только контролировать основные свойства бетона, но и своевременно выявлять и предупреждать появившиеся отклонения, т. е. прогнозировать свойства смеси и бетона, что позволяет более обоснованно подходить к назначению прочности бетона при его высокой однородности и обеспечить экономию цемента, сокращение сроков тепловой обработки.
Применение метода регламентировано «Руководством по статистическим методам контроля и оценки прочности бетона с учетом его однородности» по ГОСТ 18105—72.
Под статистическим методом контроля понимают методы прикладной статистики, применяемые при выборочном контроле (ГОСТ 1734 1-71). Они могут быть с успехом применены при организации входного, операционного, летучего и инспекционного видов контроля.
Статистический контроль проводится периодически путем взятия выборок и фиксации результатов измерений в контрольных картах. Способы представления продукции на контроль и методы отбора единицы продукции в выборку регламентированы ГОСТ 18321-73.
Согласно ГОСТ 15895-70 контрольную карту используют для графического изображения изменения настройки и точности технологического процесса. В карту заносят значения статистических характеристик выборок и фиксируют технологические параметры и режимы. Контрольные карты не указывают причину нарушения нормального хода технологического процесса, но они позволяют своевременно выявить возможные моменты его нарушения и тем самым предотвратить появление смеси, не отвечающей заданным требованиям.
Проблемы контроля и автоматической коррекция дозирования воды с учетом влажности заполнителей решают лабораторными методами путем высушивания до постоянной массы и нахождения количественного содержания влаги по потере массы пробы после высушивания, прямого определения по массе влагосодержания путем поглощения влаги, испарившейся из высушиваемого материала; физическими методами:
электрическими кондуктометрическими, оптическими, радиоактивными, основанными на ослаблении интенсивности σ- и γ-излучения при прохождении их через толщу контролируемого образца; нейтронов методом, в основу которого положено замедление быстрых нейтронов атомами водорода, содержащимися в воде; методом ядерно-магнитного резонанса (ЯМР), базирующемся на поглощении энергии высокой частоты магнитного поля ядрами атома водорода (протонами) воды (аппаратура очень сложная).
Д и с п е т ч е р и з а ц и я. Механизации и автоматизации производственных процессов на ЦБЗ сопутствует соответствующий уровень механизации и автоматизации оперативного управления производством, диспетчеризации, планирования и учета идругих управленческих работ.
Под диспетчеризацией принято понимать централизацию (концентрацию) оперативного управления и контроля производственным процессом Целью диспетчеризации является обеспечение согласованной работы отдельных цехов и служб. ЦБЗ, направленное на достижение наивысших технико-экономических показателей. Основной целью диспетчерского управления заводом, а иногда одновременно и строительством, является возможность оперативного вмешательства в ход производственного процесса.
Диспетчеризация управления охватывает: контроль процессов производства; поддержание заданного режима работы; оперативное планирование; разделение материальных и энергетических ресурсов, транспортных средств; учет работы машин и оборудования; учет сырья и готовой бетонной смеси.
Дата добавления: 2015-01-21; просмотров: 3861;