Особливості організації зуботехнічної лабораторії
Звичайно ортопедичне відділення і зубопротезна лабораторія розміщуються на одному поверсі. У лабораторії повинно бути передбачено приміщення із урахуванням специфічних умов, які створюються на різних етапах виготовлення протезів. Самостійними кімнатами лабораторії є: основна кімната, кімната для гіпсування, кімната для формування, полімеризаційна, паяльна, ливарня. Допустимо гіпсування, формування і полімеризацію проводити в одній кімнаті. Основні вимоги до всіх кімнат полягають у забезпеченні холодною і гарячою водою, великим столом з металевою поверхнею, де встановлюється бункер для зберігання гіпсу, прес для видавлювання гіпсу із кювет і звичайний прес. Крім того, необхідний стіл для приготування тіста із різних пластмас і його формування в кювети.
Стіл повинен мати один чи два закріплені зуботехнічні преси для пресування пластмасового тіста в кюветах перед фіксацією їх у бюгелі, а також на столі повинна бути герметично закрита посудина для збирання залишків пластмаси після формування у кювети з метою зменшення випаровування метилметакрилату.
У полімеризаційній кімнаті на газовій плиті встановлюють не менше двох стерилізаторів відкритого типу чи подібних їм апаратів. Над столом і газовою плитою обов'язково повинен бути витяжний ковпак вентиляційної установки.
Основна кімната. Ця кімната призначена для виконання основних процесів щодо виготовлення зубних протезів (моделювання, постановка зубів, оброблення протезів тощо). Висота робочого приміщення повинна бути не менша ніж 3 м. На кожного працівника слід виділяти не менше ніж 13 м3 об'єму виробничого приміщення і не менше 4 м2 площі.
Стіни основного приміщення лабораторії повинні бути пофарбовані олійною фарбою світлих тонів, підлога покрита лінолеумом. Вікна повинні відповідати низці санітарно-гігієнічних вимог: світловий коефіцієнт (відношення заскленої поверхні вікна до площі підлоги) передбачається не менше ніж 1/5, вікна повинні розміщуватися на рівній відстані одне від одного і від кутків будинку; верхній край вікна повинен знаходитися ближче до стелі (20-30 см); віконні перетинки повинні бути вузькі та довгі; робочі місця слід розміщувати так, щоб світло падало на них прямо або з лівого боку; відстань від місця роботи до вікон у приміщеннях, які освітлюються природним світлом, не повинна перевищувати триразової відстані від підлоги приміщення до верхньої межі віконного отвору, гранична ширина площі, що освітлюється вікнами з двох боків приміщення, повинна становити 15-18 м. Названих величин слід дотримуватися, оскільки вони мають велике значення для здоров'я техніків, адже ті виконують тонку, ювелірну роботу з постійним напруженням зору.
Робоче місце зубного техніка. Для зручного, швидкого і найефективнішого виконання усіх процесів, пов'язаних з виготовленням протезів, кожен зубний технік повинен мати індивідуальне робоче місце (мал. 4 — див. кольорову вклейку), що складається з лабораторного стола, поверхня якого покрита мармуровою чи (на відстані 20-25 см від краю стола) листовою латунню або нержавіючою сталлю. Поверхня стола має півмісяцевий виріз, а в центрі є спеціальний виріз для обрізання моделей — фінагель. Безпосередньо під вирізом розміщуються один чи два ящики для зберігання інструментів і збирання відходів гіпсу, пластмаси, обрізків металу.
На поверхні стола розміщують освітлювальний прилад — зліва чи безпосередньо над столом, шлейф-мотор чи спеціально вмонтовану бормашину, газову горілку, електрошпатель для розігріву воску та інших операцій, пов'язаних з воском.
До кожного робочого місця обов'язково повинна бути підведена вентиляція (витяжка).
Стілець для зубного техніка повинен бути із спинкою, що обертається.
Оснащенню робочого місця зубного техніка надається великого значення, оскільки тут він проводить більшу частину свого робочого часу. Необхідно, щоб воно відповідало всім вимогам ергономії, охорони праці і здоров'я.
Водночас із технічними вимогами слід ураховувати елементи естетики, сучасного дизайну.
Полірувальна і паяльна кімнати. Особливостями цих кімнат є розміщення столів зі шлейф-моторами для полірування протезів із металів і сплавів, пороховловлювачів для полірування протезів із дорогоцінних металів. До всіх шлейф-моторів підводиться потужна пороховловлювальна система і добре освітлення (мал. 5 — див. кольорову вклейку).
У паяльній кімнаті необхідно розмістити витяжні шафи, де встановлено паяльні апарати, забезпечені компресорами для автоматичної подачі бензину. У витяжних шафах розміщується муфельна піч для виплавлення воску. Невід'ємним атрибутом є потужна витяжна вентиляція.
Ливарня. Широкі можливості для виготовлення різного виду протезів відкрилися завдяки створенню оригінального устаткування, де високочастотне індукційне плавлення сплавів металів поєднується з доцентровим литтям і новою технологією приготування форм для лиття. Високочастотна доцентрова піч розроблена С.Д.Богословським і В.А.Марським у 1956 р. (мал.6).
Високочастотна установка типу ЛП-10-1 складається із двох блоків: генераторного блоку, блоку індукційних печей. Генератор установки знаходиться у металевому корпусі, що має кілька дверей для доступу до відсіків різного призначення.
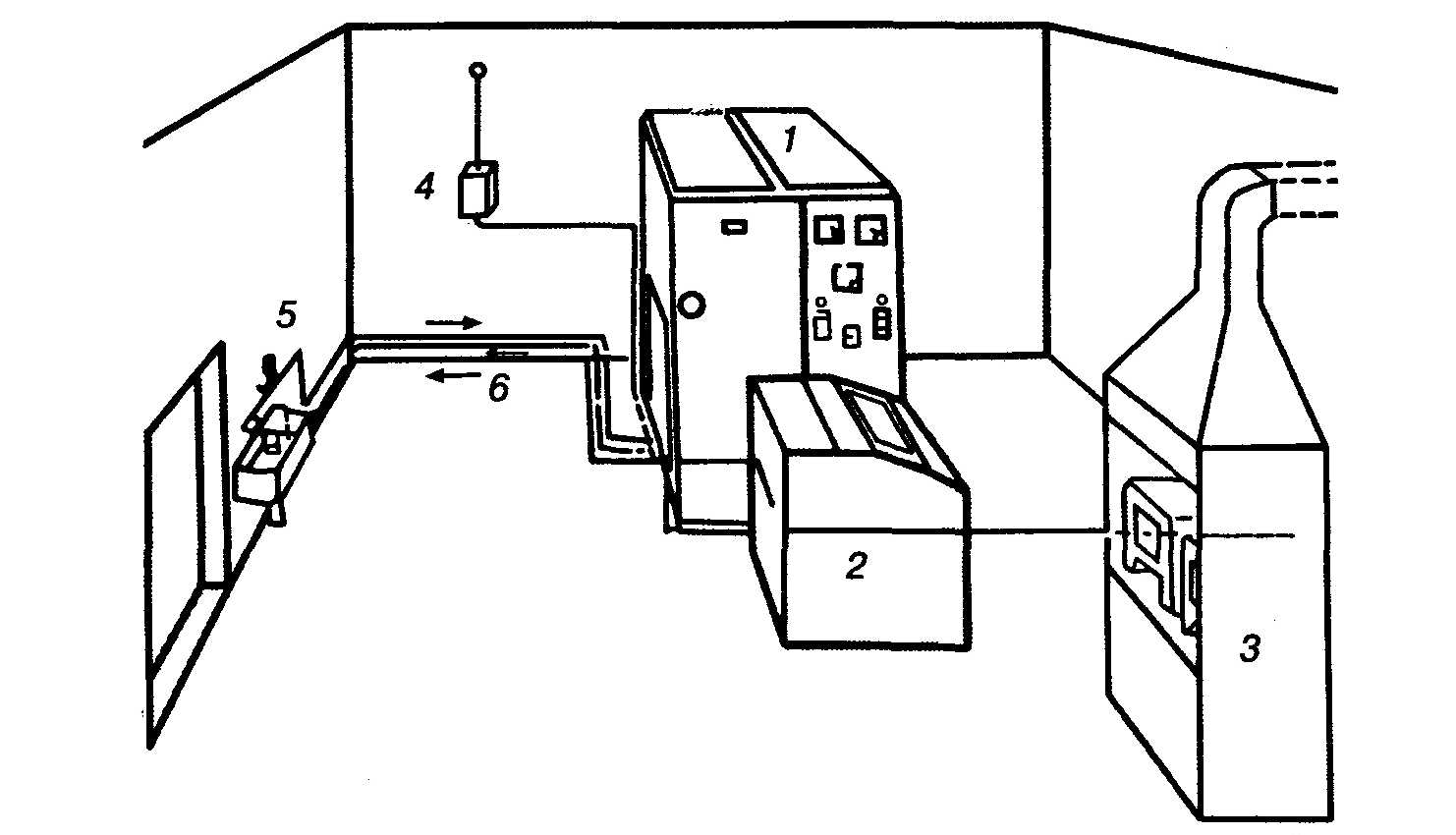
Мал. 6.Обладнання ливарної лабораторії. Схема розміщення основного обладнання високочастотної зубопротезної ливарні;
1 —високочастотний генератор;
2 — високочастотні печі;
3 — витяжні шафи з печами для прожарювання;
4 — ввід трьох-фазного току 220 або 380 В; 16 кВт;
5 — водопровід;
6 — зворотні труби;
7 — стальні шини заземлення
Блок індукційних печей складається із металевого перешкодозахисного корпусу, який має верхню кришку з оглядовим склом і бічні дверцята, закріплені гвинтами. У середині під кришкою є блок подвійних печей, у якому обмуровані індуктори і затискачі для опок мають протилежне розміщення і один одного врівноважують.
В останні роки широко використовуються сучасні ливарні установки .
Кімната для роботи з металокерамікою і дорогоцінними металами.Головною у роботі техніка є електропічка з програмним забезпеченням, де відбувається обпік і глазурування поверхні зубних протезів із фарфору та кераміки. Керування технологічним процесом здійснюється автоматично за програмою .
Для замішування формувальної маси та покриття воскових композицій моделей використовується вакуумний змішувач (мал. 8 — див. кольорову вклейку).
Для очищення відлитих деталей від залишків формувальної маси, окалини і підготовки поверхні до завершальної обробки використовується спеціальна піскоструменева установка .
Для моделювальних робіт із кераміки випускаються спеціальні набори інструментів для металокераміки .
У приміщенні слід дотримувати особливої чистоти і підтримувати постійну температуру.
Для роботи з дорогоцінними металами використовують приміщення, що знаходяться під охоронною сигналізацією. Необхідними в роботі є: аналітичні ваги з точністю зважування до 0,00001 г, набір спеціальних хімічних реактивів для визначення проби золотих сплавів.
Дата добавления: 2015-01-19; просмотров: 1329;