Особенности сборки ступеней турбины с охлаждением
 1)Обеспечить заданный расход воздуха через лопатки.
1)Обеспечить заданный расход воздуха через лопатки.
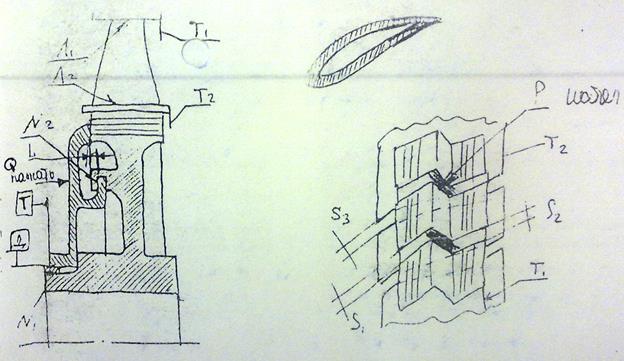
2) обеспечить заданное значение зазоров S1, S2 и S3 на бандажированных полках
3) обеспечить заданный натяг по поверхности Р за счет упругих деформаций пера лопатки.
4) обеспечить заданное значение натяга N1 и N2 в соединении дефлектора с диском.
5) обеспечить заданную точность расположения гребешков лабиринта относительно посадочных баз колеса.
6) обеспечить совпадение поверхности полок лопаток бандажной и замковой Л1 и Л2.
За счет дополнительных требований трудоемкость сборки увеличивается в 3-4 раза.
Для обеспечения заданных технических требований выполняются следующие операции:
1) Определение расхода воздуха – осуществляется на специальных установках создающих давление и контролируемых расход.
2) Обеспечение посадки дефлектора N1 и N2.
3) Постановка лопаток в РК и обеспечение зазоров S1, S2 и S3 и натягов по поверхности Р.
4) Постановка лопаток в РК и обеспечение совмещения трактовых поверхностей Л1 и Л2
5) Механическая обработка поверхности 1 по гребешкам лабиринта.
6) Статическая балансировка колес.
N1 и N2 обеспечиваются по методу неполной взаимозаменяемости, то есть сопрягаемые детали измеряются, и если они не подходят, то делают перекомплектовку.
N2 контролируют по переходу поверхности паза и обода. Дефлектор заводится с усилием 100-150кг.
S1, S2 и S3, а так же совмещение трактовых поверхностей достигаются по методу пригонки путем последовательной многократной сборки/разборки РК (3-4раза). Устанавливаются сразу все лопатки и поочередно сдвигают сразу все примерно на 1 мм – суть первой сборки – проверка собираемости. Если нет собираемости, то отмечают лопатки где нет зазора, когда все лопатки зайдут определяют норму зазора. В этом заключается вторая сборка. При третьей сборки контролируют натяг по поверхности Р. Контроль параллельности торца Т1 относительно Т2. Контролируется расположение по внутренним трактовым поверхностям Л1 и Л2. Если перепад между ними >0,1-0,3, то они разбираются.
При четвертой сборки контролируются все параметры в комплексе и здесь же идет обработка наружного диаметра поверхности 1.
Натяг по поверхности Р непосредственно измерить не удается. Данный натяг косвенно характеризуется по величине углового разворота бандажной полки относительно замковой, то есть по величине А на базовой длине l.
Дата добавления: 2015-01-19; просмотров: 1360;