Сборка неподвижных соединений гладких с натягом
При сборке авиационных двигателей к числу неподвижных соединений гладких с натягом относятся: стальные или бронзовые втулки подшипников скольжения, наружные или внутренние кольца шарико- и роликоподшипников, все возможные пальцы, оси, устанавливаемые с натягом
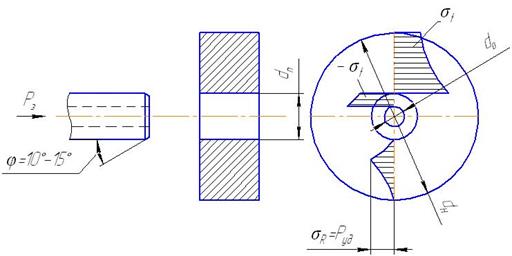
dн – посадочный диаметр, do – диаметр отверстия, dнар – наружный диаметр втулки.
После запрессовки возникают напряжения: σR – нормальные или радиальные напряжения – максимальные на контактной поверхности – обеспечивает прочность соединения.
σt – окружные напряжения, растягивающие для охватывающей детали, сжимающие для охватываемой детали.
Сборка неподвижного соединения с натягом может быть осуществлена двумя методами:
1) Силовой запрессовкой;
2) Температурной посадкой с нагреванием и охлаждением детали.
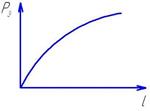 Силовая запрессовка (продольно-прессовая посадка) заключается в том, что охватываемую деталь под усилием давления пресса вводит в охватывающую на определенную длину. Усилие запрессовки меняются по длине по следующему закону:
Силовая запрессовка (продольно-прессовая посадка) заключается в том, что охватываемую деталь под усилием давления пресса вводит в охватывающую на определенную длину. Усилие запрессовки меняются по длине по следующему закону:
Важным параметром является усилие запрессовки. Расчет усилия запрессовки необходим для выбора пресса, рассчитывается следующим образом: 
 - коэффициент трения;
- коэффициент трения;
D – посадочный диаметр;
l – длина;
Pуд – удельное давление на контактной поверхности.
 - усилие выпрессовки.
- усилие выпрессовки.
 - коэффициент трения при выпрессовки;
- коэффициент трения при выпрессовки;
- выбирается из таблиц в зависимости от рода материала, смазки, шероховатости.
Геометрические параметры сопрягаемой пары обычно известны. Необходимо знать Руд (удельное давление).
 кг/мм2
кг/мм2
 - действительный натяг в соединении;
- действительный натяг в соединении;
Е1, Е2 – модули упругости сопрягаемых деталей;
Са, Сb – коэффициенты учитывающие жесткость сопрягаемых деталей.
При силовой запрессовке различают:
1) Расчетный натяг – натяг полученный в результате измерения 
2) Действительный натяг. Он обычно меньше расчетного 
 - максимальная высота микронеровностей на сопрягаемых поверхностях. Их нужно учитывать, т.к. после запрессовки они сглаживаются и натяг становится меньше.
- максимальная высота микронеровностей на сопрягаемых поверхностях. Их нужно учитывать, т.к. после запрессовки они сглаживаются и натяг становится меньше.
Са, Сb – рассчитываются по следующим формулам
Где µ – коэффициент посадки (для стали µ=0,3).
Если dн стремится к бесконечности, то Са=1- µ.
Если dо = 0, то Сб=1- µ.
Опытами установлено, что при dн = 6dп и более Са становится практически постоянным и равно 1+ µ.
Рз зависит от других факторов не учтенных формулой:
1) Угол заходного конуса (оптимальный угол 10-15о), чем больше угол тем больше Рз;
2) Скорость запрессовки. Чем больше скорость, тем меньше Рз.Но падение Рз происходит при появление пластических деформаций, что очень нежелательно. Поэтому скорость запрессовки ограничивают скоростью 5 мм/с;
3) Место приложения усилия.
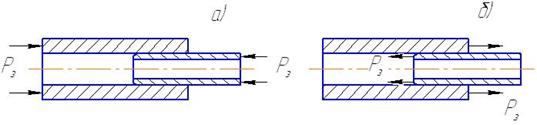
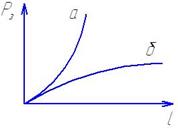 При совершенно одинаковых геометрических параметрах толкающее усилие больше (а), чем тянущее усилие (б).
При совершенно одинаковых геометрических параметрах толкающее усилие больше (а), чем тянущее усилие (б).
При расчете величин натягов, задаваемых на неподвижное соединение, необходимо произвести расчеты с максимальным Руд на контактных поверхностях и сравнить их с допустимыми.
Допустимые Руд на контактных поверхностях рассчитываются по следующим формулам
Эти формулы выведены из расчета максимальной потенциальной энергии деформации:
 – пределы текучести для материалов охватывающих и охватываемых деталей (т.е. при этих напряжениях возникают пластические деформации). Max Руд сравнивают с расчетным
– пределы текучести для материалов охватывающих и охватываемых деталей (т.е. при этих напряжениях возникают пластические деформации). Max Руд сравнивают с расчетным  кг/м2
кг/м2
Необходимо чтобы Руд <Рудмах этого добиваются уменьшением натяга путем введения групповой взаимозаменяемости.
Процесс запрессовки производится в следующем порядке:
1) Осматривание поверхности;
2) Запрессовывается деталь или вручную, с применением технологической оправки и молотка, либо с применением специальных приспособлений и прессов.
Прессы бывают следующих видов: ручного действия, механические, пневматические, гидравлические, электромагнитные.
При запрессовке вручную и прессом должны быть оправки, обеспечивающие направление прессуемой детали.
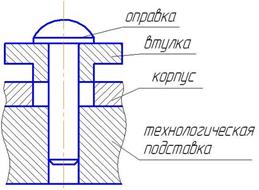
Необходимо запрессовать втулку в корпус. Оправка сцентрирована с технологической подставкой, и втулка будет сцентрирована без перекосов.
В графике зависимости Рз – l Начальное усилие объясняется самоцентрированием детали.
Дата добавления: 2015-01-19; просмотров: 6477;