БЛОК – СХЕМА ПРОИЗВОДСТВА
| Анализ сырья и материалов | ||||||
| ↓ | ||||||
| Подача гранул в загрузочную воронку экструдера | ||||||
| ↓ | ||||||
| Нагрев, смешение пластикация, плавление и гомогенизация расплава | ||||||
| ↓ | ||||||
| Формирование расплава в кольцевой головке экструдера | ||||||
| ↓ | ||||||
| Раздув рукава и его одновременное охлаждение | ||||||
| ↓ | ||||||
| Намотка пленки с одновременной обрезкой кромок и (или) разрезанием рукава | ||||||
| ↓ | ||||||
| Сортировка, маркировка, упаковка |
Для реализации этой блок – схемы используется оборудование, представляющее собой агрегаты со следующей маркировкой:
АРП – агрегат рукавной пленки;
УРП – установка по производству рукавной пленки;
АРП – 1500 – 45 ( 1500- ширина пленки, 45 – диаметр червяка экструдера)
Иногда маркируется не сама установка, а только экструдер УП – 20 - 25 червячный, 20– диаметр червяка, 25 – соотношение червяка и его диаметра. УП –2 – 20 – 25 (двухчервячный экструдер).
Формирование рукава может осуществляться вертикально (1) или горизонтально(2), что зависит от конструкции установки. У вертикального раздува есть преимущество. При переходе с одной ширины на другую не надо менять кольцевую головку, а изменить лишь степень раздува. Только при вертикальном раздуве можно получать как изотропные, так и ориентационные пленки.
Схема
1 
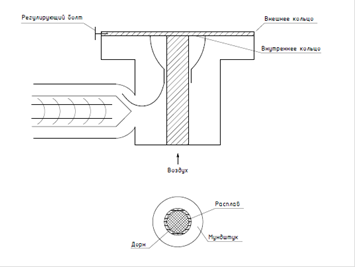
Схема 2
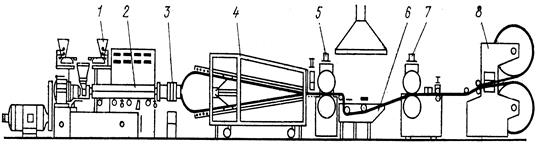
1- дозирующий бункер;
2- экструдер;
3- 3-угловая (схема 1) или прямоточная (схема2) кольцевая головка;
4- рукав;
5- приспособление для складывания рукава – щечки;
6- тянульные валы (приемные);
7- направляющие валики;
8- устройство для разрезания рукава или обрезки кромок;
9- намоточное устройство.
Схема работает следующим образом:
Гранулы сырья, предварительно прошедшие анализ на соответствие требованиям ТУ, через загрузочный бункер подаются в загрузочную воронку литьевого экструдера. В результате прохождения полимера через цилиндр экструдера происходят процессы пластикации, плавления, гомогенизации расплава. При этом температура регулируется по зонам. Для ПЭВД ( Т пл = 103-110°С) температура по зонам составляет от 125 до 145° С. Для ПЭНД ( Т пл= 125-145°С) температура по зонам составляет от 140 до 185° С, Для ПП ( Т пл=170-190°С) 185-245°С
Расплав полимера, пойдя экструдер, под давлением продавливается через кольцевую головку. Кольцевой канал – это зазор между дорном и мундштуком. Толщина канала может регулироваться и составляет она от 0,35 до 1 мм (для однослойных пленок). Дорн закреплен с помощью дорнодержателя, который рассекает расплав на струйки, которые, пройдя через канал, вновь собираются вместе. Как правило, кольцевая головка осцилисцирующая, т. е находится в колебании, для обеспечения однородности пленки. Между экструдером и головкой стоит фильтр. После выхода расплава из головки он подвергается раздуву при одновременном растяжении вдоль направления движения. Охлаждение осуществляется холодным воздухом, который подается снизу и снаружи через охлаждающееся обдувочное кольцо. Обдувочное кольцо может перемещаться по рукаву и тем самым происходит изменение положения линии кристаллизации. Степень раздува обозначается Ер = Др/Ддотношение диаметра рукава к диаметру дорна. Степень раздува определяется продольной вытяжкой Ер = Vв/Vэ – отношение скорости вытяжки к скорости экструзии.
Дата добавления: 2015-01-15; просмотров: 1432;