БЛОК – СХЕМА
| Анализ сырья и материалов | ||||||
| ↓ | ||||||
| Подача гранул в экструдер и обработка полимера в экструдере | ||||||
| ↓ | ||||||
| Продавливание расплава под давлением через плоско - щелевую головку | ||||||
| ↓ | ||||||
| Охлаждение расплава на воздухе или в воде | ||||||
| ↓ | ||||||
| Ориентация пленки в одну или в две стадии. | ||||||
| ↓ | ||||||
| Сортировка, маркировка, упаковка. |
Существует две основные технологические схемы:
1) Плоско - щелевая экструзия с охлаждение пленки на воздухе
2) Плоско - щелевая экструзия с охлаждение пленки в воде.
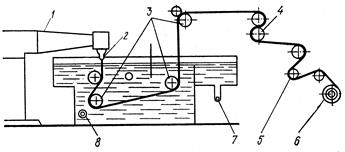
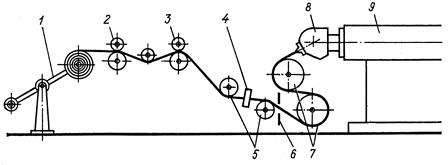
1 – загрузочный бункер с ПЭТФ;
2 - экструдер;
3 – плоско – щелевая головка;
4 . а) охлаждающие барабаны;
б) ванна с холодной водой;
5 - направляющие валики;
6 – толщиномер;
7 - обрезка кромки;
8 – намоточные устройства
ПЭТФ – гранулы, которые могут быть белыми, окрашенными в массе, либо бесцветными с добавлением суперконцентрата. Поскольку полимер является гидрофобным, и при хранении, и транспортировке не собирает влагу, сушка его не обязательна.
Т пл. ПЭТФ выше, чем у ПЭ с составляет в среднем 230°-260°С поэтому метод является энергозатратным и требует у экструдера большей длины червяка, чем при переработки ПЭ.
Гранулы после подачи в экструдер проходят последовательно несколько зон: смешения, плавления, пластификация, гемогенизации и продавливания под давлением через плоскую щель. Температура регулируется по зонам, проходят через максимум. При подаче в щель она снижается, но не значительно. Размер пленки зависит от размера щели, ее толщины и ширины, а также вида и скорости охлаждения. Чем тоньше пленка, тем медленнее надо охлаждать. Скорость влияет на прозрачность пленки.
Для получения очень прозрачной пленки, используем схему 2, с охлаждением водой, так как в этом случае происходит резкое охлаждение, и полимер не успевает кристаллизоваться. Температура охлаждения составляет 50°-80°С.
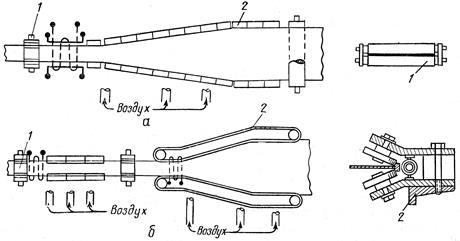
Для получения листов охлаждать расплав надо медленно. Расстояние между щелевой головкой и охлаждающим барабаном мало и составляет не более 50мм, иначе возможна разная толщина и мутность пленки. Средняя скорость представленных линий 180 м в мин. Пленки, полученные плоско- щелевой экструзией требует дополнительной ориентации в продольном и поперечном направлении. Для этого используются специальные устройства для получения ориентированных пленок. На этих устройствах происходит вытяжка пленок в двух взаимно перпендикулярных направлениях в одну стадию а), либо в две стадии б).
Методом рукавной и плоско – щелевой экструзии получают не только монолитные, но и пористые пленки, добавляя порообразователи. Методом экструзии можно получать многослойные пленки, используя два способа.
1) несколько экструдеров в одну головку;
2) дублирование пленок через валковые устройства.
Особенности переработки других полимеров:
Дата добавления: 2015-01-15; просмотров: 1629;