Сварка ультразвуком
Для этой сварки используют ультразвуковые механические колебания и небольшие сжимающие усилия. Колебания получают с помощью магни-тострикционного эффекта, заключающегося в способности некоторых металлов и их сплавов преобразовывать электромагнитные колебания ультразвуковой частоты (15—100 кГц) в механические колебания той же частоты. Магнитострикцибнным эффектом обладают сплавы никеля с железом (пермалой), кобальта с железом (пермендюр) и др. Из них изготовляют магнитострикционные преобразователи. Высокочастные механические колебания и статические усилия сжатия вызывают в месте контакта разрушение оксидных пленок и появление в поверхностных слоях больших пластических деформаций. В результате между свариваемыми поверхностями достигается прочное соединение. Процесс сопровождается повышением температуры в месте соединения. В зависимости от того, какой металл сваривается и какой используют режим, температура нагрева составляет 200—1200 °С.
|
На ультразвуковых сварочных установках внахлестку выполняют точечные и шовные соединения из различных однородных и разнородных металлов и их сплавов толщиной 0,001-—1 мм. На этих установках можно также приваривать тонкие листы и фольгу к заготовкам неограниченной толщины. Хорошо свариваются этим методом медь, алюминий и его сплавы, титан, цирконий, тантал, никель и много других высокопластичных металлов и их сплавов; хуже свариваются малоуглеродистые, жаропрочные и инструментальные стали, а также магниевые сплавы.
Ультразвуком успешно сваривают не только металлы, но и различные неметаллические материалы, например хлорвинил, полиэтилен, капрон, нейлон, органическое стекло ч т. п.
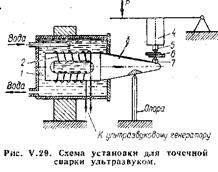
Схема установки, используемой для точечной сварки ультразвуком, представлена на рис. У.29. При включении обмотки 2 к источнику тока высокой частоты в магнитострикционном преобразователе 1 образуются упругие механические колебания, которые по волноводу 3 передаются через нижний электрод 7 к свариваемым изделиям 6. Усилие, сдавливающее детали, передается "на верхний электрод 5 механизмом сжатия 4. Обмотка 2, нагревающаяся токами высокой частоты, охлаждается проточной водой, которая подается в кожух преобразователя.
При точечной сварке ультразвуком потребляется примерно в 10— 15 раз меньше энергии, чем при точечной контактной сварке.
§ 25. Сварка электронным лучом в вакууме
При электронно-лучевой сварке металл нагревают сфокусированным пучком электронов, ускоряемых электрическим полем высокого напряжения. При падении этого пучка на изделие около 99 % кинетической энергии электронов превращается в тепловую. Температура металла в в месте нагрева фокусным пятном превышает 6000 °С.
|
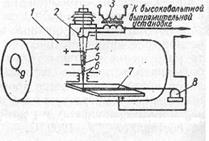
Сварку выполняют в герметических камерах / (рис. У.ЗО), в которых поддерживают высокий вакуум - порядка 133 • Ю-4—133 • Ю-6 Па или создают в них среду проточного инертного газа. Источником излучения электронов служит накаливаемый катод в виде вольфрамовой спирали 2, питаемый от низковольтного трансформатора 3. Для ускорения движения электронов к накаливаемому катоду, а также к аноду, которым является свариваемое изделие 7, подводится высокое напряжение (10— 35 кВ), получаемое в специальных трансформаторах с выпрямительным устройством. При нагреве катода до
п./ч,-. ог^ Рис. У.ЗО. Схема сварки электронным лу-
температуры порядка 2400 С и под ЧОм.
действием ускоряющего электрического поля с поверхности горячего катода излучается мощный поток электронов 4. На пути к аноду он проходит через фокусирующую электронную линзу, представляющую собой электромагнитную катушку 5. Фокусировкой и изменением силы тока электронный луч может быть сфокусирован на площади 0,1—20 мм2. Отклоняющей системой, представляющей собой несколько электромагнитных катушек 6, фокусное пятно можно перемещать по поверхности в различных направлениях. Ему можно придавать также колебательные движения вдоль или поперек оси шва. Для перемещения луча по линии сварки передвигают свариваемое изделие внутри камеры с помощью электропривода 8, расположенного вне камеры. Наблюдают за сваркой через смотровое окно 9. Электронным лучом успешно сваривают низко-и высоколегированные стали, тугоплавкие (вольфрам, молибден, тантал и др.), активные (уран, цирконий, бериллий) и разнородные (алюминий с медью и пр.) металлы, а также различные сплавы. За один проход можно сваривать металл толщиной от 0,01 до 100 мм и более. Сварные соединения получаются высокого качества с зеркально гладкой поверхностью.
Дата добавления: 2015-03-26; просмотров: 824;