Оборудование для горячей объемной штамповки
Горячую объемную штамповку выполняют на штамповочных молотах, прессах, горизонтально-ковочных машинах и специализированных машинах узкого назначения.
1. Штамповочные молоты предназначены для штамповки поковок разнообразной формы, преимущественно в многоручьевых открытых штампах.
|
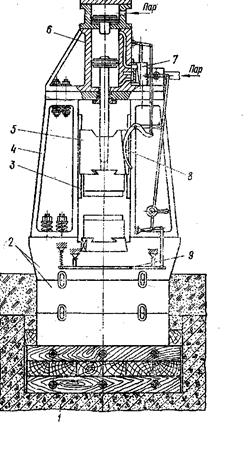
Основным типом штамповочных молотов являются паровоздушные штамповочные молоты с массой падающих частей 630—25 ООО кг. По принципу действия они подобны паровоздушным ковочным молотам, но имеют конструктивные отличия, обусловленные повышенными требованиями к точности перемещения частей штампов. Станина 4 (рис. 1У.21) и шабот 2 имеют общий фундамент 1. Стойки станины 4 установлены непосредственно на шаботе и соединены с ним с помощью болтов с пружинами. Масса шабота в 20—30 раз больше массы падающих частей. Баба 5 с прикрепленной к ней верхней частью штампа перемещается по установленным на стойках направляющим 3, которые имеют устройство для регулирования зазора. Штамповочные молоты имеют педально-автоматизи-рованное управление. Если педаль 9 не нажата, то баба совершает возвратно-поступательные перемещения, выдерживая зазор между частями штампа 200—300 мм. Эта — холостая работа молота обеспечивается саблеподобным рычагом 8, поворот которого определяется положением бабы и который управляет через золотниковое устройство 7 подачей пара в силовой цилиндр 6. При нажатии на педаль 9 увеличивается размах колебаний бабы и верхняя половина штампа ударяет по заготовке.
Применяются также молоты гидравлические, фрикционные с доской и бесшаботные паровоздушные. У последних вместо шабота установлена нижняя подвижная баба, соединенная с верхней бабой механической или гидравлической связью. Они предназначены преимущественно для штамповки крупных поковок в одиоручье-вых штампах.
Штамповка поковок на молоте происходит обычно за 3—5 ударов. При последнем ударе обе части штампа смыкаются по плоскости разъема. Средняя масса поковок при массе падающих частей 1000 кг составляет 0,5—2 кг, при 10 000 кг — 40—
1 ПА 1>г РЯс. IV.21. Паровоздушный штамповоч-
• ный молот.
 4. Отделка поковок включает правку, термообработку, очистку от окалины и калибровку.
4. Отделка поковок включает правку, термообработку, очистку от окалины и калибровку.
Правку производят для устранения искривления оси и искажения поперечных сечений поковок. Она производится в нагретом или холодном состоянии в чистовых ручьях штампов или в правоч-ных штампах.
Целью термообработки поковок (чаще всего отжига и нормализации) является снятие остаточных напряжений после штамповки и улучшение обрабатываемости резанием.
Очистку от окалины производят во вращающихся галтовочных барабанах, на дробеметных установках и травлением в 15—18 %-м растворе серной кислоты, нагретом до 60 °С.
Калибровка применяется для повышения точности поковок и выполняется в холодном или нагретом состоянии. Различают плоскостную и объемную калибровки. Плоскостная калибровка (рис. IV.27, а) сопровождается свободным течением металла в горизонтальном направлении и обеспечивает получение точных вертикальных размеров. Плоскостная калибровка выполняется на специальных калибровочных кривошипно-коленных прессах (рис. IV.27, в), на которых обеспечивается большое усилие на ползуне / при малой скорости перемещения его в конце рабочего хода. Для точного регулирования зазора между верхней и нижней частями Штампа опорная призма 2 перемещается с помощью клина 3. Криво-шигшо-коленные прессы изготовляют с усилием на ползуне 0,63— 31,5 МН.
При объемной калибровке (рис. IV.27, б) боковые стенки ручья за-
трудняют течение металла в горизонтальном направлении. При этом воз-
можно образование заусенца. Горячая объемная калибровка (с подогре-
вом до 850—900 °С) по существу является доштамповкой поковки до-
Нужных точных размеров и осуществляется на кривошипных горяче-
штамповочных прессах в одноручьевом штампе с последующей обрезкой
облоя. \
Дата добавления: 2015-03-26; просмотров: 1047;