ХОЛОДНАЯ ШТАМПОВКА
§ 20. Сущность процесса и виды холодной штамповки
1. Характеристика основных видов холодной штамповки. Холодной называют штамповку без нагрева заготовок. Ее разделяют на объемную и листовую.
Холодная объемная штамповка позволяет почти полностью исключить обработку резанием и обеспечивает по сравнению с последней уменьшение трудоемкости изготовления деталей на 30—80 % и повышение коэф-
|
фициента использования материала до 50 %. При холодной высадке коэффициент использования материала достигает 95 %, а производительность — 800 штук в минуту.
Основные виды холодной объемной штамповки: выдавливание, высадка, объемная формовка и калибровка (чеканка). Холодные объемные формовка, высадка и калибровка аналогичны соответствующим процессам горячей объемной штамповки, а холодное выдавливание — прессованию. Но они обеспечивают достижение большей точности и более качественной поверхности деталей. Например, обычная точность после калибровки составляет ±0,1—0,25 мм, а повышенная — ±0,05—0,15 мм.
Листовой штамповкой называют процесс изготовления деталей из листа, полосы или рулонного материала. Толщина деталей незначительно отличается от толщины листового материала и не превышает 10 мм.
Достоинства этого вида штамповки следующие: высокая производительность (до 40 тысяч деталей в смену); высокая точность штамповок, не требующих дальнейшей механической обработки; возможность автоматизации процесса; экономическая целесообразность при массовом и серийном производствах.
В автомобилестроении штамповкой из листового материала получают около 60 % деталей, в точном машиностроении и приборостроении — до 75 %, а в производстве товаров широкого потребления—до 98 %.
2. Оборудование для холодной штамповки. Холодное выдавливание выполняется на кривошипных или гидравлических прессах. Процесс холодной объемной формовки сходен с объемной калибровкой, и эти операции выполняются обычно на кривошипно-коленных прессах.
Холодная высадка производится на холодновысадочных автоматах, подобных горизонтально-ковочным машинам. Они обеспечивают автоматическую подачу заготовки, перемещение ее из ручья в ручей штампа и отрезку изделий от прутка.
Листовую штамповку чаще всего выполняют на кривошипных и реже (крупногабаритных деталей) — на гидравлических прессах. Применяют кривошипные прессы простого и двойного действия. Устройство и работа кривошипного пресса простого действия и горячештамповочного пресса (рис. IV.22) аналогичны.
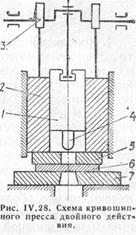
Пресс двойного действия имеет два ползуна — внутренний и наружный. Внутренний ползун / (рис. IV.28) приводится в движение от кркво-пшпно-шатунного механизма, а наружный 2 — от кулачков 3, закрепленных па коленвалу. При движении вниз наружный ползун обгоняет внутренний, прижимает складкодержателем 5 заготовку 6 к матрице 7 и Остается неподвижным при деформировании заготовки пуансоном 4, Прикрепленным к внутреннему ползуну. По окончании штамповки оба ползуна поднимаются.
Дата добавления: 2015-03-26; просмотров: 1313;