Лекція №11
Навчальні питання:
1. Електродугове зварювання металів. Основні способи зварювання.
2. Технологія ручного дугового зварювання, зварювання під шаром флюсу та в захисних газах.Особливості зварювання сталей, чавунів, алюмінію, міді та сплавів на їхній основі.
3. Електродугове різання та наплавлення металів.
Навчальне питання 1. Електродугове зварювання металів. Основні способи зварювання.
Класифікація способів дугового зварювання. Вперше електричне дугове зварювання було застосовано в Росії. У 1882 р. російський винахідник М. М. Бенардос використав електричну дугу, яку в 1802 р. відкрив В. В. Петров, для зварювання металів вугляним електродом, а в 1888 р. М. Г. Славянов запропонував спосіб дугового зварювання металевим електродом.
Залежно від способу вмикання до зварювального кола присадного і основного металу і характеру дії на них зварювальної дуги розрізняють такі основні способи дугового зварювання: неплавким вугляним електродом, або спосіб Бенардоса, плавким металевим електродом, або спосіб Славянова, і плавкими металевими електродами з використанням трифазної дуги.
За способом Бенардоса (рис. 94, а) дуга постійного струму при прямій полярності (мінус — на електроді, плюс — на виробі) горить між вугляним або графітовим електродом 3 і зварюваним виробом, або основним металлом 1, Присадний метал 2 у зварювальне коло не ввімкнений, і тому дуга діє безпосередньо тільки на основний метал, а на присадний — побічно. При зворотній полярності, коли електрод е анодом (плюс — на електроді), а виріб — катодом (мінус — на виробі), вугляна дуга стає нестійкою і метал навуглецьовується.
Зварювання способом Бенардоса застосовують переважно для наплавлення порошкоподібними твердими сплавами деталей, які швидко спрацьовуються, і тоді, коли треба усунути дефекти в чавунних і бронзових виливках.
За способом Славянова дуга постійного (при прямій чи зворотній полярності) або зміннбго струму (рис. 94,6) горить між плавким металевим електродом 2 і зварюваним виробом 1, які ввімкнено в зварювальне коло і на які вона діє безпосередньо.
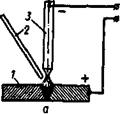
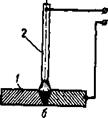
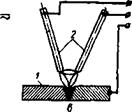
Рис. 94. Схеми основних видів дугового зварювання.
Електрод, увімкнений у зварювальне коло, значно інтенсйв- ніше нагрівається і швидше плавиться, оскільки електрично заряджені частинки бомбардують поверхню його торця. Розплавляючись дугою, електрод одночасно є й присадним металом, який постійно поповнює зварювальну ванну.
За обсягом промислового застосування дугове зварювання за способом Славянова займає одне з перших місць серед інших способів зварювання. Його використовують для зварювання всіх марок сталей і чавунів, а також більшості кольорових металів і сплавів.
При зварюванні трифазною дугою (рис. 94, в) до різних фаз трифазного струму в зварювальне коло ввімкнено два ізольованих один від одного електроди 2 і зварюваний виріб /. Дуга збуджується між кожним електродом та виробом і між електродами, отже, одночасно виникають три дуги. При цьому на кожний з електродів і на основний метал дві дуги діють безпосередньо, а одна — побічно.
За продуктивністю зварювання трифазною дугою в 2—3 рази перевищує дугове зварювання за способом Славянова. Цей метод в основному використовують для автоматичного зварювання металу великої товщини.
Навчальне питання 2. Технологія ручного дугового зварювання, зварювання під шаром флюсу та в захисних газах. Особливості зварювання сталей, чавунів, алюмінію, міді та сплавів на їхній основі.
Ручне дугове зварювання
Електроди, які використовують для дугового зварювання, бувають вугляні (графітові) і металеві. Перші виготовляють діаметром 6—25 мм, завдовжки 200—300 мм і використовують для зварювання способом Бенардоса. Металеві (стальні) електроди завдовжки 350—450 мм виготовляють із зварювального дроту діаметром 2—6 мм і використовують для зварювання способом Славянова і трифазною дугою. Для дугового зварювання в інертних газах використовують головним чином вольфрамові електроди діаметром 1—6 мм. За призначенням (ГОСТ 9466—60) електроди поділяють на такі: 1) для зварювання вуглецевих і легованих конструкційних сталей; 2) для зварювання легованих теплостійких сталей; 3) для зварювання високолегованих сталей з особливими властивостями; 4) для наплавлення поверхневих шарів з особливими властивостями.
Щоб підвищити стійкість горіння дуги, на електроди наносять тонкі (стабілізуючі) покриття із сполук лужних і лужноземельних металів (калію, кальцію, натрію та ін.). Ці сполуки в дузі іонізуються легше, ніж кисень і азот повітря, тому провідність струму збільшується. Найбільш поширене крейдяне Покриття в суміші з рідким склом, яке наносять на електроди шаром 0,1—0,2 мм. Недолік тонкого покриття — зварювальна ванна і розплавлений метал електрода не захищені від повітря, тому шов насичується киснем і азотом і набуває низьких механічних властивостей. Через це електроди з тонким покриттям тепер майже не застосовуються.
Товсті (якісні) покриття виготовляють з речовин, які в зоні зварювання створюють шлаковий чи газовий захист і розкислюють зварювальну ванну. Шлакоутворювальними речовинами є оксиди різних елементів — кальцію, кремнію, марганцю, титану. У покриття їх вводять у вигляді різноманітних мінералів (кремнезему, мармуру) і руд (титанової, марганцевої). Розплавлені, вони створюють шлаки, які й захищають метал ванни від взаємодії з повітрям. Газовий захист здійснюють різні органічні речовини (наприклад, електродна целюлоза). Під час згоряння вони утворюють навколо дуги захисні гази (окис вуглецю, водень). Для розкислювання зварювальної ванни використовують такі елементи, які більше, ніж залізо, споріднені з киснем (марганець, кремній, титан, алюміній). Коли електроди призначено для зварювання легованих або висо- колегованих сталей, а також для наплавлювання різних деталей, що швидко спрацьовуються, в електродні покриття добавляють різні легуючі елементи — хром, молібден, графіт.
Залежно від марки і діаметра електрода товщина товстих покриттів дорівнює 0,5—2 мм. Для зварювання маловуглецевих сталей широко застосовують електроди марок АНО-4, УОНІ-13/45 та ін.
До складу покриття електродів УОНІ-13/45 входять такі компоненти: 53% мармуру, 18% плавикового шпату, 9% кремнезему, 15% феротитану, 3% феросиліцію, 2% феромарганцю, замішаних на рідкому склі. На електродні стержні товсті покриття наносять на спеціальних пресах.
Дугове зварювання в захисних газах
Сутність процесу. При дуговому зварюванні в захисних газах для захисту розплавленого металу від шкідливої дії азоту і кисню повітря в зону дуги подається газ, що перешкоджає проникненню повітря. Як захисні застосовують інертні (аргон, гелій) і активні (вуглекислий газ, водень, азот, пари води) гази, а також суміші їх (аргон з киснем, аргон з азотом або вуглекислим газом тощо). Найчастіше використовують аргон і вуглекислий газ.
Зварювання в аргоні застосовують для нержавіючих та інших спеціальних сталей, алюмінієвих і магнієвих сплавів, титану й інших металів завтовшки від 1,0—2,0 мм до 15—20 мм і більше. Це зварювання здійснюють неплавкими (переважно вольфрамовими) і плавкими електродами. Неплавкий електрод використовують лише для збудження дуги, а шов при цьому заповнюють присадним металом зварювального дроту.
Зварювання неплавкими електродами виконують на постійному і змінному струмі ручним, напівавтоматичним і автоматичним способами. Постійним струмом на прямій полярності зварюють нержавіючі і жароміцні сталі, мідь і її сплави, нікель і його сплави, титан, циркон, молібден, тощо завтовшки до 5—6 мм. Змінним струмом зварюють алюміній, магній і їх сплави. При цьому в ті напівперіоди, коли катодом є виріб, відбувається так зване катодне розпилення тугоплавких оксидів алюмінію і магнію. Тому ці метали зварюють без флюсів, які досить дорогі і дефіцитні.
Зварювання плавкими електродами здійснюється тільки автоматичним і напівавтоматичним способами переважно на постійному струмі зворотної полярності. Установки з плавкими електродами застосовують для зварювання алюмінієвих і магнієвих сплавів, а також для нержавіючих і жароміцних сталей завтовшки більш як 3 мм.
Аргоно-дугове зварювання забезпечує винятково високу якість зварних з’єднань і високу продуктивність процесу.
У вуглекислому газі зварюють маловуглецеві, низьколего- вані і деякі високолеговані сталі завтовшки 0,8—50 мм і більше переважно плавкими електродами автоматичним або напівавтоматичним способом. Зварювальна дуга живиться від джерел постійного струму з жорсткою або зростаючою зовнішньою характеристикою зворотної полярності. При зварюванні вуглецевих і низьколегованих сталей як присадний матеріал використовують зварювальний дріт з підвищеним вмістом кремнію і марганцю, щоб нейтралізувати окислювальну дію вуглекислого газу.
Зварювання у вуглекислому газі дешевше і продуктивніше від зварювання якісними електродами та напівавтоматичного зварювання під флюсом і значно дешевше від аргоно-дугового зварювання. На відміну від зварювання під флюсом, зварювання в захисних газах (аргоні, вуглекислому газі) дає можливість виконувати зварні з’єднання в будь-яких просторових положеннях.
Дата добавления: 2015-03-14; просмотров: 1515;