Пример отчета по лабораторной работе. - знакомство с конструкцией и назначением штангенинструментов, приобретение навыков в обращении с ними;
Цель работы:
- знакомство с конструкцией и назначением штангенинструментов, приобретение навыков в обращении с ними;
- овладеть навыками обработки результатов наблюдений и оценивание погрешностей измерения.
- объект измерения – вал, согласно НД, задано измерить 223 ± 0,01 мм.
При анализе объекта измерения можно сделать вывод о том, что с точностью ± 0,01 мм штангенинструменты, имеющие нониусную величину отсчёта ± 0,1 мм и ± 0,05 мм, в отдельных экземплярах ± 0,02 мм, не обеспечивают необходимую достижимость результатов отсчёта и, следовательно, достаточную точность, что видно на рисунке 7.1.
Штангенциркуль ШЦ - III с пределами измерений 0—400 мм и величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений.
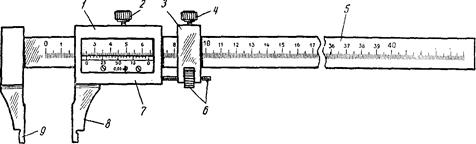
1— рамка, 2 — зажим рамки, 3 — рамка микрометрической подачи, 4 — зажим рамки микрометрической подачи, 5 — штанга, 6 — гайка и винт микрометрической подачи, 7 — нониус, 8 — губка рамки, 9 — губка штанги
Микрометрическую подачу применяют для точной установки рамки относительно штанги.
Рисунок 7.1 - Штангенциркуль ШЦ – III, нониус с величиной отсчета 0,05 мм
Нониус, длина которого равна 39 мм, разделе на 20 частей. Одно деление нониуса составляет  , на 0,05 мм меньше целого числа миллиметров.
, на 0,05 мм меньше целого числа миллиметров.
Положение шкалы штанги и нониуса с величиной отсчета 0,05 мм при нулевом показании
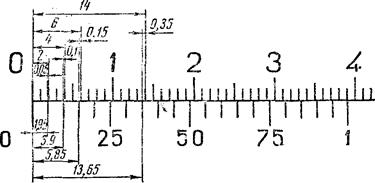
Рисунок 7.2 - Отсчет по нониусу с ценой деления 0,05 мм
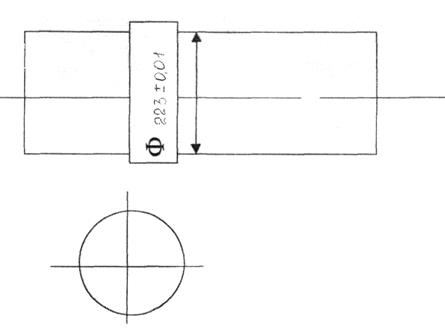
Рисунок 7.3 - Определение формы детали
Вычислим неисключённую систематическую погрешность по формуле (7.1):
Θ(Р) = Δ СИ + ΔОП + ΔУСЛ, (7.1)
Если использовать штангенциркуль типа ШЦ – III с ценой деления по нониусу ± 0,05 мм, то по МХ (метрологическим характеристикам) штангенциркуль имеет погрешность для диапазона измерения 180 – 260 мм ΔСИ= ± 0,08 мм.
 (7.2)
(7.2)
Это в 10 раз меньше, чем допустимо по норме Kт = 2,5 – 1,4, следовательно, штангенциркуль в данном случае для выполнения измерений не подходит и нужно использовать микрометрическую скобу типа МК с пределами измерений от 200 до 225,0 мм с ценой деления 0,01 мм и предельно допустимой погрешностью для гладких микрометрических скоб ΔСИ = 0,002мм или ΔСИ = 0,004мм.
Микрометры (ГОСТ 6507 – 90). Микрометры предназначены для наружных измерений, цена деления 0,01 мм. Измерительное перемещение микрометрического винта 25 мм. Верхний предел измерений 600 мм.
К микрометрам с нижним пределом от 25 мм и более придаются установочные меры для установки и поверки нулевого положения. Микрометры с верхним пределом свыше 300 мм имеют сменную или передвижную пятку для увеличения диапазона измерений до 50 мм.
Характеристика скоб - микрометров типа МК:
Цена деления: 0,01мм
Пределы измерений: 0 - 25,0 мм, 25 – 50 мм, 50 – 75 мм, и т.д. с шагом 25 мм.
Винт с шагом: 0,5 мм.
Штрихи барабана удлинены и отмечены цифрами:
0;5;10;15;20;25;30;35;40;45.
Деление миллиметровой шкалы, выше черты - основная миллиметровая;
Ниже черты – деление полумилиметровой шкалы - смещённые относительно начального деления на 0,5мм
Процедура измерений должна включать в себя следующие операции:
- на измерительной плите установить штативную стойку, зажать и закрепить в них микрометрическую скобу в горизонтальном положении;
- вставить установочную меру и выставить микрометрическую скобу на ноль;
- установить вал – изделие на призмы и подвести к валу микрометрическую скобу так, чтобы она охватывала вал примерно на уровне половины диаметра;
- передвигая штативную стойку с микрометрической скобой, добиться схождения измерительных пятки и микрометрического винта на боковой поверхности вала с ощущением прижатия их и появления звукового сигнала трещотки. Прочитать результат наблюдения на микрометрическом стебле и барабане.
В результате проведения процедуры измерений получили:
х1=223,001мм
х2=222,999 мм
х3=223,001мм
Определим границы неисключённой систематической погрешности НСП Θ(Р):
Предельно допустимая погрешность скоб - микрометров типа МК равна Δси = 0,002 или 0,004 мм, при нормальных условиях и погрешности оператора равного Δоп = 5% от предельно допускаемой погрешности микрометра, имеем две составляющие и находим границу НСП (неисключенной систематической погрешности) определяется по формуле (7.3):
 , (7.3)
, (7.3)
В нашем случае микрометрическая скоба МК 200 – 225 мм 
Погрешность оператора вычисляется по формуле (7.4):
 , (7.4)
, (7.4)
0,05∙0,002=0,0001мм
Θ(Р) = 0,002 + 0,0001 = 0,0021 мм;
Определим среднее арифметическое значение  по формуле (7.5)
по формуле (7.5)
 мм (7.5)
мм (7.5)
Определяем среднее квадратическое отклонение по формуле (7.6):
S(х) =  0,00115 мм (7.6)
0,00115 мм (7.6)
Находим отношения:
ν1 =|223,001-223,0003|=0,0007
ν2 =|222,999-223,0003|=0,0013
ν3 =|223,001-223,0003|=0,0007
Если νn< Zр/2·S(х), то наблюдение xn не является промахом. Если же νn≥ Zр/2·S(х), то хn - промах и подлежит исключению.
Zр/2·S(х)= 1,96 ·0,00115 = 0,00225;
х1 0,0007< 0,00225 не является промахом
х20,0013<0,00225 не является промахом
х3 0,0007<0,00225 не является промахом
Из полученных вычислений видим, что ни одно из значений, полученных в результате измерений, не является промахом.
Определяем отношение Θ(Р)/ S(х):
Θ(Р)/S(х) = 0,0021/0,00115 = 1,826;
Так как 0,8 < 1,826 < 8, то результирующая погрешность ΔР вычисляется по формулам (7.7 - 7.10 )
 , (7.7)
, (7.7)
 , (7.8)
, (7.8)
 ,
,
Кр=  = 0,711, (7.9)
= 0,711, (7.9)
 , (7.10)
, (7.10)
где Zр/2 - Коэффициент Лапласса, определяемый по таблице.
 мм
мм
ΔР =0,711 [0,0021+0,0016] = 0,00263 мм
Результат измерений теперь можно записать следующим образом:
А = 223,0003 ± 0,00263 = (223 ± 0,0026) мм
Вывод по проведенной лабораторной работе: С доверительной вероятностью 0,95 определили, что истинное значение размера вала находится в доверительных границах ΔР = 223 ± 0,0026, что обеспечивает выполнение задания по НД , превышая трехкратную точность. Если бы выбрали скобу с ΔСИ = 0,004 мм, то результирующая погрешность равнялась бы 0,0045 мм, и это так же обеспечивает достаточную точность по сравнению с заданием по НД.
7.6 Варианты выполнения лабораторной работы:
| № по списку лр. | Dвала ± 0,01 мм | № по списку лр. | Dвала ± 0,01 мм |
| 121,5 | 130,5 | ||
Контрольные вопросы к лабораторной работе
7.7.1 Назовите область измерений, применяемой в лабораторной работе?
7.7.2 Какими величинами необходимо оперировать в лабораторной работе?
7.7.3 Какими методами измерений Вы собираетесь выполнять лабораторную работу?
7.7.4 Какие средства измерения (СИ) необходимы и достаточны для выполнения лабораторной работы?
7.7.5 Определите состав предельных погрешностей, входящих в суммарную погрешность, и определите предельный уровень (диапазон) размера.
7.7.7 Опишите 6 мероприятий, которые необходимо выполнить перед началом измерений по лабораторной работе.
7.7.8 Установите необходимое и достаточное число наблюдений, выполнение которых с достаточной достоверностью необходимо для выполнения измерений по лабораторной работе
7.7.9 Какая формула используется для вычисления доверительной границы НСП и что такое НСП?
7.7.10 Какая формула используется для вычисления СКО и что такое СКО?
7.7.11 Какую формулу вычисления суммы систематической и случайной
составляющих погрешностей Вы выбираете в измерениях по лабораторной работе?
8 Лабораторная работа № 8 Изучение линейно-угловых измерений с применением штангенциркуля ШЦ-I
Дата добавления: 2015-01-13; просмотров: 2449;