МИКРОСТРУКТУРА ЦВЕТНЫХ СПЛАВОВ
Диаграммы состояния определяют фазовый состав и структуру сплавов в условиях равновесия, дают возможность решать вопросы их упрочнения путем термической обработки и поэтому являются основой классификации сплавов цветных металлов. По технологическим свойствам сплавы делят на деформируемые, находящиеся в состоянии твердых растворов и хорошо обрабатываемые давлением, и литейные, имеющие в структуре эвтектику и обладающие наилучшей жидкотекучестыо. По способности упрочняться с помощью термической обработки цветные сплавы подразделяют на неупрочняемые и упрочняемые термической обработкой - закалкой без полиморфного превращения и старением.
Упрочняемыми термической обработкой являются сплавы, для которых характерно уменьшение растворимости компонентов в твердом состоянии при снижении температуры до нормальной (комнатной). В промышленности широкое применение находят как двойные, тройные, так и поликомпонентные сплавы цветных металлов, фазовый состав и структура которых в условиях равновесия определяются соответствующими диаграммами состояния. Несмотря на это, при небольшом содержании легирующих элементов в большинстве случаев вполне достаточным для качественного описания изменений фазового состава, структуры является ис-пользование наглядных двойных диаграмм состояния "цветной металл - основной легирующий элемент". В соответствии с подобной диаграммой "алюминий - легирующий элемент" (рис.1) сплавы с содержанием легирующего элемента до проекции точки В на ось концентраций являются деформируемыми, а с большим содержанием - литейными. При этом сплавы с содержанием легирующего элемента до точки D не упрочняются в, результате термической обработки, а сплавы с большим содержанием являются упрочняемыми термической обработкой. Наиболее широко распространены цветные сплавы на основе алюминия, меди, магния, олова.
Алюминиевые сплавы в соответствии с диаграммой состояния "алюминий - легирующий элемент"(см.рис.1) делят на деформируемые и литейные.
Промышленное применение находят как двойные деформируемые сплавы алюминия с медью, магнием, марганцем, кремнием, так и поликомпонентные сплавы систем Al-Cu-Mg (дуралюмины), Al-Cu-Si (авиали) и др. Значительное место среди этих сплавов занимают дуралюмины, маркируемые буквой Д и цифрами, характеризующими порядковый номер сплава по ГОСТ 4784-74, например, Д1, Д6, Д16.
| Наиболее распространенный из них сплав марки Д1 содержит в качестве легирующих элементов 3,8-4,8%Сu; 0,4-0,8%Мg; 0,4-0,8%Мn. Дуралюмины относятся к сплавам, упрочняемым термической обработкой. К литейным относятся сплавы алюминия с кремнием, медью, магнием. Литейные сплавы маркируются буквами АЛ и цифрами, обозначающими порядковый номер сплава (ГОСТ 2685-75), например, АЛ2, АЛЗ. Наибольшее распространение получили силумины (сплавы алюминия с кремнием), содержащие от 5 до 13% Si. | 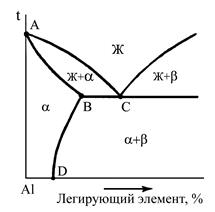 Рис.1. Фрагмент диаграммы состояния
системы алюминий - легирующий элемент
Рис.1. Фрагмент диаграммы состояния
системы алюминий - легирующий элемент
|
Фазовый состав, структуру и свойства силуминов можно варьировать изменением химического состава, модифицированием - введением веществ, которые уже в малых количествах (обычно не более десятых долей процента) способствуют кристаллизации структурных составляющих в измельченной форме, а также термической обработкой. В качестве модифицирующих добавок используются марганец, никель, хром, титан, ванадий, и некоторые другие элементы. Силумины обычно модифицируют натрием, который в жидкий сплав вводят в виде смеси фтористых и хлористых солей натрия в соотношении 2/3NaF+1/3NаCl.
Важнейшими сплавами на основе меди являются латуни (сплавы меди с цинком) и бронзы (сплавы меди со всеми элементами, кроме цинка). По технологическим свойствам медные сплавы подразделяют на деформируемые и литейные, по способности упрочняться - на неупрочняемые и упрочняемые термической обработкой.
Двойные деформируемые латуни маркируются буквой Л и цифрой, показывающей среднее содержание меди в процентах (ГОСТ 15527-70), например, Л96, Л90, Л80, Л70, Л62, Л59. Латуни с содержанием меди 90% и более называются томпаком (например, сплав марки Л96), при 80-85% - полутомпаком (Л80). В марках легированных деформируемых латуней кроме цифры, показывающей содержание меди, указываются буквы и цифры, обозначающие легирующий элемент и его содержание в процентах. Например, сплав ЛАН59-3-2 содержит 59%Cu, 3%Al, 2%Ni, остальное Zn. В марках литейных латуней указывается содержание цинка, а содержание каждого легирующего элемента ставится непосредственно за буквой, его обозначающей. Например, сплав ЛЦ40Мц3А содержит 40%Zn, 3%Мn, 1%Al, остальное Cu.
Бронзы по основным легирующим элементам подразделяют на оловянистые, свинцовистые, кремнистые и др. В бронзах в качестве легирующей добавки в небольших количествах может присутствовать и цинк. Деформируемые бронзы маркируют буквами Бр, за которыми следуют буквы и цифры, обозначающие название и содержание в процентах легирующих элементов (ГОСТ 5017-74). Например, сплав БрОЦС4-4-2,5 содержит 4%Sn, 4%Zn, 2,5%Рb, остальное Сu. В марках литейных бронз (ГОСТ 613-73) содержание каждого легирующего элемента указывается сразу после буквы, обозначающей его название. Например, сплав БрО6Ц6С3 содержит 6%Sn, 6%Zn, 3%Рb, остальное Сu .
Магниевые сплавы, легирующими элементами которых являются алюминий, цинк, кремний, а также редкие металлы - неодим, торий и другие, подразделяются на деформируемые и литейные, маркируемые соответствующими буквами МА и МЛ и цифрами, соответствующими номеру сплава (ГОСТ 14957-76 и 2856-79). Магниевые сплавы, как деформируемые, так и литейные, подвергают модифицированию и упрочняющей термической обработке.
Сплавы на основе олова (оловянистые баббиты) являются высококачественными антифрикционными материалами, для которых важным является наличие гетерогенной (неоднородной) структуры, состоящей из мягкой, пластичной основы, обеспечивающей прирабатываемость подшипника к валу, и твердых включений, упрочняющих материалы и препятствующих схватыванию трущихся поверхностей. Оловянистые баббиты представляют собой трехкомпонентные сплавы системы олово-сурьма-медь. Наиболее широкое применение имеет сплав марки Б83 (ГОСТ 1320-74), содержащий 83%Pb, 11%Sb и 6%Cu.
2. МИКРОСТРУКТУРНЫЙ АНАЛИЗ ЦВЕТНЫХ СПЛАВОВ
Микроструктура цветных сплавов в условиях равновесия или близких к ним может быть определена с помощью их диаграмм состояния.
2.1. Микроструктура сплавов на основе алюминия
В качестве характерных представителей деформируемых и литейных алюминиевых сплавов в работе используются соответственно литой дуралюмин марки Д1 и силумин марки АЛ2.
Основу сплавов типа дуралюмин составляет система Al-Cu-Mg. В соответствии с ней медь и магний имеют ограниченную растворимость в твердом состояний в алюминии, а избыточными фазами, выделяющимися при охлаждении из a-твердого раствора меди и магния в алюминии в связи с уменьшением растворимости компонентов при снижении температуры являются соединения CuAl3 и Al2MgCu, называемые соответственно Q и S фазами. Поскольку магний в сплаве находится в небольшом количестве, то фаза S при используемых в работе увеличениях микроскопа в структуре не обнаруживается.
| Поэтому наблюдаемая микроструктура сплава марки Д1 в литом состоянии состоит из светлых зерен a-твердого раствора меди и магния в алюминии и темных включений Q-фазы (соединения СuАl2), располагающихся по границам зерен a-фазы (рис.2). Такую структуру дуралюмина марки Д1 можно предсказать, исходя из двойной диаграммы состояния системы Al-Сu, подобной изображенной на рис.1. Дуралюмины, как и авиали (сплавы системы Al-Cu-Si) применяют для изготов- | 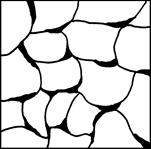 Рис.2. Схема микроструктуры
дуралюмина марки Д1 в литом
состоянии. a-фаза и Q-фаза. ´340
Рис.2. Схема микроструктуры
дуралюмина марки Д1 в литом
состоянии. a-фаза и Q-фаза. ´340
|
ления горячей или холодной обработкой давлением листов, труб, проволоки, плит и различных профилей.
Микроструктура силуминов соответствует двойной диаграмме состояния системы Al-Si (рис.3), доэвтектические сплавы состоят из первичных кристаллов a-твердого раствора кремния в алюминии и зерен эвтектики (a+b). В свою очередь, структура заэвтектических сплавов состоит из крупных первичных кристаллов - твердого раствора алюминия в кремнии в виде игл и зерен эвтектики (a+b). В соответствии с диаграммой состояния Al-Si сплав марки АЛ2, содержащий 12-13%Si, является заэвтектическим.
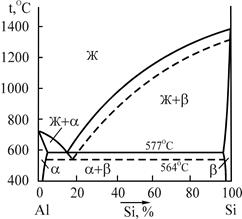
Рис.3. Диаграмма состояния системы алюминий – кремний
Поэтому его микроструктура состоит из более темных крупных игл b-твердого раствора алюминия в кремнии и эвтектики в виде более темных игл b-твердого раствора алюминия в кремнии на светлом поле a-твердого раствора кремния в алюминии (рис.4). Сплав в таком структурном состоянии обладает низким комплексом механических свойств (предел прочности при растяжении sВ=130-140МПа, относительное удлинение d=1-2%). Поэтому для повышения свойств производят модифицирование. Применительно к силуминам оно заключается в обработке перед разливкой сплава смесью фтористых и хлористых солей натрия в соотношении 2/3NaF+1/3NaCl. Это обеспечивает введение в сплав 0,1%Na, который осуществляет модифицирующее действие, затрудняя кристаллизацию b-твердого раствора алюминия в кремнии. Модифицирование вызывает смещение линий на диаграмме состояния Al-Si (см. рис.3). Эвтектическая точка (11,6%Si) перемещается вправо, приобретая концентрацию кремния 14,6%, в результате чего сплав становится доэвтектическим, что исключает из структуры крупные первичные иглы b-твердого раствора алюминия в кремнии и тем самым повышает пластичность. Линия эвтектического превращения снижается с 577 до 564OС, в связи с чем эвтектика (a+b) вместо грубоигольчатой становится мелкозернистой. Поэтому микроструктура сплава марки АЛ2 после модифицирования состоит из светлых первичных зерен a-твердого раствора кремния в алюминии и мелкозернистой эвтектики в виде более темных включений b-твердого раствора алюминия в кремнии на светлом поле a-твердого раствора кремния в алюминии (рис.5). Силумины применяются для изготовления корпусов компрессоров, картеров и блоков цилиндров двигателей и др.
 Рис.4. Схема микроструктуры силумина марки АЛ2 до модифицирования, b-фаза и эвтектика (a+b). ´250
Рис.4. Схема микроструктуры силумина марки АЛ2 до модифицирования, b-фаза и эвтектика (a+b). ´250
|  Рис.5. Схема микроструктуры силумина марки АЛ2 после модифицирования. a-фаза и эвтектика (a+b). ´250
Рис.5. Схема микроструктуры силумина марки АЛ2 после модифицирования. a-фаза и эвтектика (a+b). ´250
|
2.2. Микроструктура сплавов на основе меди
В качестве характерных представителей сплавов на медной основе в работе используются сплавы марок Л68 и Л59 (латуни) и БрО10 и БрС30 (бронзы).
Микроструктура двойных низколегированных латуней в условиях равновесия определяется диаграммой состояния системы Сu-Zn. На рис.6 приведен фрагмент этой диаграммы, отражающей фазовые равновесия в сплавах с содержанием цинка до 50%, (промышленное применение находят латуни, содержащие до 45%Zn). В соответствии с этой диаграммой состояния латуни по структуре делятся на однофазные (a-латуни), содержащие до 39%Zn и состоящие из зерен a-твердого раствора цинка в меди, и двухфазные (a+b)-латуни, содержащие от 39 до 45%Zn и состоящие из зерен a-твердого раствора цинка в меди и зерен b-твердого раствора на основе соединения CuZn.
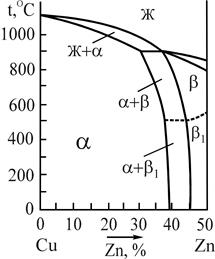 Рис.6. Фрагмент диаграммы состояния
системы медь-цинк
Рис.6. Фрагмент диаграммы состояния
системы медь-цинк
| Однофазные a-латуни обладают высокой пластичностью при нормальной (комнатной) температуре. Поэтому однофазные латуни выпускают в виде полуфабрикатов, полученных холодной обработкой давлением (штамповкой, прокаткой или протяжкой) листов, труб, лент, проволоки, из которых методом глубокой вытяжки изготавливают радиаторные трубы, снарядные гильзы, сильфоны, трубопроводы, а также производят детали (шайбы, втулки, уплотнительные кольца), не требующие высокой твердости. Холодная обработка вызывает наклеп. |
В наклепанном состоянии латунь с содержанием цинка 20% и выше подвержена растрескиванию по границам зерен, имеет низкую коррозионную стойкость.Поэтому ее подвергают рекристаллизационному отжигу, в результате чего однофазная латунь приобретает зеренную структуру с характерными для пластичных сплавов двойниками.
 Рис.7. Схема микроструктуры однофазной латуни марки Л68 после холодной пластической деформации и рекристаллизационного отжига, a-фаза. ´440
Рис.7. Схема микроструктуры однофазной латуни марки Л68 после холодной пластической деформации и рекристаллизационного отжига, a-фаза. ´440
|  Рис.8. Схема микроструктуры двухфазной латуни марки Л59 в литом состоянии. a-фаза и b-фаза. ´440
Рис.8. Схема микроструктуры двухфазной латуни марки Л59 в литом состоянии. a-фаза и b-фаза. ´440
|
На рис.7 показана микроструктура однофазной латуни марки Л68. Поскольку зерна a-фазы выходят на поверхность микрошлифа различными кристаллографическими плоскостями, степень их травимости реактивом различна и они имеют неодинаковую окраску.Микроструктура двухфазной латуни марки Л59 в литом состоянии, представленная на рис.8, состоит из светлых зерен a-твердого раствора цинка в меди и темных (более богатых цинком и травящихся сильнее) зерен b-твердого раствора на базе химического соединения CuZn. Присутствие в структуре b- фазы, имеющей низкую пластичность и высокую твердость, повышает характеристики прочности латуней. Двухфазные латуни являются более пластичными при температурах выше 500ОС. Поэтому эти латуни выпускают в виде полуфабрикатов, полученных горячей обработкой давлением, - листов, прутков, труб, штамповок, из которых изготавливают втулки, гайки, тройники, штуцеры, токопроводящие детали электрооборудования и др.
Легированные латуни применяют в качестве деформируемых и литейных. Последние, как правило, содержат большое количество цинка и легирующих элементов.
В промышленности находят применение как двойные – оловянные, свинцовистые и др. бронзы, так и многокомпонентные, содержащие кроме основных легирующих элементов добавки свинца, цинка, фосфора и никеля.
Микроструктура двойных оловянных бронз определяется диаграммой состояния системы Сu-Sn. На рис.9 приведен фрагмент этой диаграммы для сплавов с содержанием олова до 30%, (промышленное применение имеют сплавы, содержащие до 20%Sn). Сплошными линиями показаны границы фазовых областей равновесной системы.
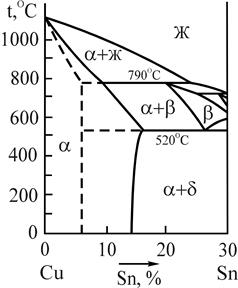 Рис.9. Фрагмент диаграммы состояния системы медь-олово
Рис.9. Фрагмент диаграммы состояния системы медь-олово
|  Рис.10. Схема микроструктуры двухфазной бронзы марки БрО10 в литом состоянии. a-фаза и эвтектоид(a+d). ´600
Рис.10. Схема микроструктуры двухфазной бронзы марки БрО10 в литом состоянии. a-фаза и эвтектоид(a+d). ´600
|
В соответствии с этой диаграммой состояния бронзы по структуре делятся на однофазные, состоящие из зерен a-твердого раствора олова в меди, и двухфазные, состоящие из зерен a-твердого раствора олова в меди и зерен эвтектоида (a+d) , в котором d-фаза представляет собой соединение Cu31Sn8. При очень медленном охлаждении протекает равновесная кристаллизация и граница между однофазными и двухфазными бронзами соответствует 14% олова. В реальных заводских условиях при литье в металлические и земляные формы происходит ускоренное охлаждение сплавов, в связи с чем диффузия атомов олова в меди затрудняется и сплавы ведут себя так, как если бы растворимость олова в меди была постоянной, равной 6-8%, и не менялась с температурой (пунктирные линии на рис.9). Исходя из этого, однофазными являются бронзы с содержанием олова не более 5-6%. Такие сплавы имеют высокую пластичность и являются деформируемыми.
Бронзы, содержащие олово в большем количестве, по структуре являются двухфазными. Микроструктура двухфазной бронзы марки БрО10 состоит из темных зерен a-твердого раствора олова в меди и зерен эвтектоида (a+d) (рис.10). Основой эвтектоида является d-фasa (химическое соединение Сu31Sn8), на белом поле которой расположены мелкие темные выделения a-фазы. Наличие твердой и хрупкой d-фазы исключает возможность обработки давлением, поэтому такие бронзы применяют только в литом состоянии.
Для повышения свойств в оловянистые бронзы вводят различные добавки: цинк для улучшения жидкотекучести и повышения плотности отливок; фосфор как раскислитель для устранения нежелательной окиси олова SnO2, присутствующей в бронзах в виде твердых и хрупких включений; свинец для улучшения обрабатываемости резанием и повышения уровня антифрикционных свойств. Оловянистые бронзы с перечисленными добавками находят в промышленности более широкое применение, чем двойные сплавы. В качестве примера можно назвать литейные бронзы марок БрО5Ц5С5, БрО10Ф1 и др., деформируемые бронзы марок БрОФ6,5-0,4, БрОЦ4-3 и др. Оловянистые бронзы используются для изготовления паровой и водяной арматуры, подшиников скольжения, втулок, зубчатых колес, деталей приборов.
Микроструктуру свинцовистых бронз можно охарактеризовать с помощью двойной диаграммы состояния системы Сu-Pb (рис.11). Как видно из диаграммы состояния, свинцовистая бронза марки БрС3О с содержанием свинца 30% является доэвтектическим сплавом и его структура при нормальной (комнатной) температуре должна состоять из зерен a-твердого раствора свинца в меди и эвтектики, состоящей из a-твердого раствора свинца в меди и b-твердого раствора.
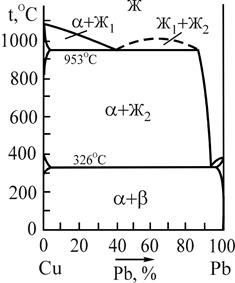 Рис.11 Диаграмма состояния системы медь-свинец
Рис.11 Диаграмма состояния системы медь-свинец
|  Рис.12 Схема микрострукуры свинцовистой бронзы марки БрС3О в литом состоянии. a-фаза и эвтектика (a+b). ´340
Рис.12 Схема микрострукуры свинцовистой бронзы марки БрС3О в литом состоянии. a-фаза и эвтектика (a+b). ´340
|
Однако эвтектика по составу совпадает с чистым свинцом (99,98%), а a-фаза - с чистой медью, поэтому можно сказать, что фактически микроструктура сплава состоит из зерен двух металлов - свинца и меди.
На рис.12 представлена микроструктура свинцовистой бронзы марки БрС3О, состоящая из светлых зерен a-фазы (фактически меди) и темных зерен эвтектики (фактически свинца). Свинцовистые бронзы являются высококачественными антифрикционными материалами и применяются для изготовления опорных и шатунных подшипников мощных турбин, авиационных моторов, дизелей и других машин.
2.3 Микроструктура сплавов на основе магния
Микроструктура магниевых сплавов в равновесном состоянии определяется соответствующими диаграммами состояния. В качестве примера на рис.13 приведена микроструктура сплава МЛ5, содержащего помимо магния 8%Al; 0,8%Zn и 0,3%Мn. Алюминий и цинк введены в сплав для упрочнения, а марганец - для повышения коррозионной стойкости.
 Рис.13 Схема микроструктуры сплава марки МЛ5 в литом состоянии, a-фаза и g-фазa (Mg4Al3). ´600
Рис.13 Схема микроструктуры сплава марки МЛ5 в литом состоянии, a-фаза и g-фазa (Mg4Al3). ´600
| 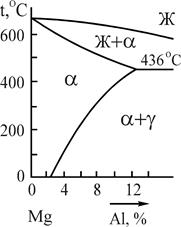 Рис.14 Фрагмент диаграммы состояния системы магний - алюминий
Рис.14 Фрагмент диаграммы состояния системы магний - алюминий
|
Поскольку растворимость цинка в магнии в твердом состоянии составляет не менее 1,7% и, следовательно, все количество цинка входит в твердый раствор, не присутствуя в сплаве как самостоятельная структурная составляющая, а марганцовистая фаза при используемых в работе увеличениях ввиду малого ее количества не выявляется, то микроструктура сплава марки МЛ5 может быть определена в соответствии с двойной диаграммой состояния системы Mg-Al (рис.14).
Микроструктура сплава марки МЛ5 (см. рис.13) состоит из светлых зерен a-твердого раствора алюминия в магнии и более темных включений g-фазы (соединения Mg4Al3), располагающихся по границам зерен a-фазы.
Микроструктура сплавов на основе олова
Микроструктура сплавов на основе олова в равновесном состоянии также может быть определена с помощью соответствуощих диаграмм состояния, например, оловянистого баббита марки Б83 - с помощью тройной диаграммы состояния системы Sn-Sb-Cu. Микроструктура этого сплава в литом состоянии состоит из тройной эвтектики в виде основного темного поля a-твердого раствора сурьмы в олове и равномерно распределенных светлых мелких включений соединения SnSb и Cu6Sn5,
светлых крупных кристаллов соединения SnSb и светлых мелких кристаллов соединения Cu6Sn5 в виде игл или звездочек (рис.15).
| Соединение Cu6Sn5 кристаллизуется в первую очередь и равномерно распределяется в объеме жидкости, образуя своеобразную сетку, препятствующую ликвации по удельному весу легких кристаллов SnSb. При этом вся медь, находящаяся в сплаве, расходуется на образование соединения SnSb. Мягкая, пластичная основа в виде тройной эвтектики и твердые включения соединений SnSb и Cu6Sn5 обеспечивают высокий уровень антифрикционных свойств и применяются для заливки подшипников газовых турбин, турбокомпрессоров, турбонасосов и др. |  Рис.15. Схема микроструктуры баббита марки Б83 в литом состоянии. SnSb, Cu6Sn5 и тройная эвтектика (a+SnSb+Cu6Sn5). ´200
Рис.15. Схема микроструктуры баббита марки Б83 в литом состоянии. SnSb, Cu6Sn5 и тройная эвтектика (a+SnSb+Cu6Sn5). ´200
|
Дата добавления: 2015-03-14; просмотров: 4689;