Центробежное литье. Литейной формой являются обычно металлические формы, изготовленные из стали или чугуна
Литейной формой являются обычно металлические формы, изготовленные из стали или чугуна. При центробежном литье металл заливается во вращающуюся форму, установленную на центробежной машине. В некоторых случаях форма приводится во вращение после заливки металла. Вращение осуществляется вокруг горизонтальной или вертикальной оси.
Машины с горизонтальной осью вращения (рисунок 1.23, а) применяют для отливки чугунных и стальных труб, втулок и других отливок тел вращения. Жидкий металл из ковша 1 по желобу 4 заполняет вращающуюся форму 2 с образованием в отливке стенки и внутренней полости за счет действия центробежных сил. После затвердевания металла 3 и остановки машины отливку клещами извлекают из формы (на некоторых моделях машин отливка выталкивается приводными толкателями). На машинах литья труб большой длины предусмотрено последовательное выдвижение желоба из полости формы или отход формы от желоба с целью его равномерного заполнения.
На машинах с вертикальной осью вращения (рисунок 1.23, б) металл из ковша 1 заливают во вращающуюся форму 2. Под действием центробежных сил металл 3 прижимается к боковым стенкам формы. После затвердевания металла вращение формы прекращают и отливку извлекают. В отливке наблюдается небольшая разностенность (внизу стенка толще, чем сверху). Поэтому этот способ применяют для получения отливок небольшой высоты – втулок, колец, зубчатых колес, фланцев и др.
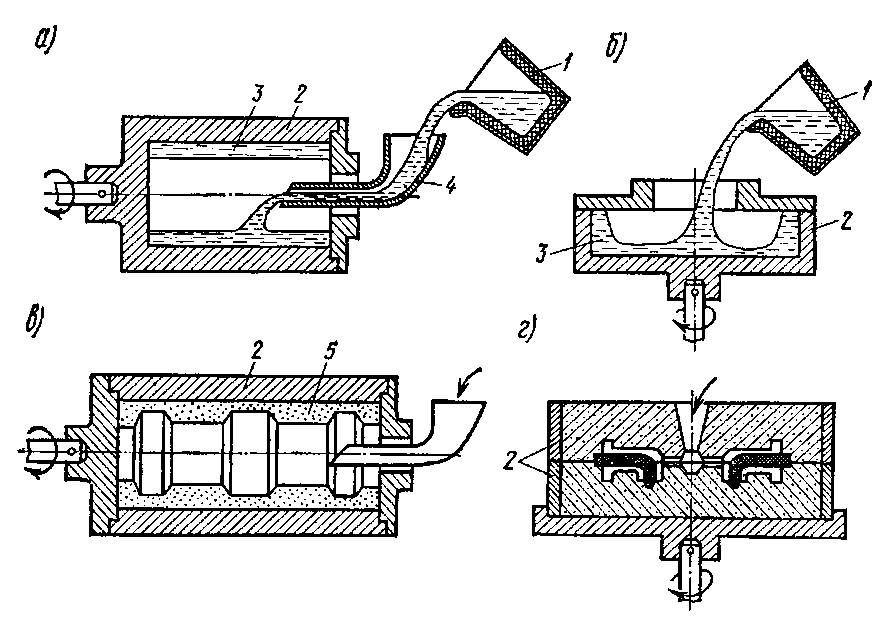
Рисунок 1.23 – Схемы центробежного литья
Металлические формы при центробежном литье предварительно нагревают, на поверхность рабочей полости наносят защитные покрытия. Для форм, вращающихся вокруг горизонтальной оси можно применять сыпучие покрытия, которые в виде порошка вводят перед заливкой металла. Благодаря центробежным силам порошок равномерно распределяется по цилиндрической поверхности формы.
При центробежном литье возможно применение облицованных форм – песчаных, керамических или собранных из стержней. В таких формах можно получать отливки тел вращения со сложной наружной конфигурацией (рисунок 1.23, в). Для изготовления мелких фасонных отливок металл заливают в многоместную форму, установленную на вращающейся платформе (рисунок 1.23, г).
Под действием центробежных сил металл отливки получается плотным, без пористости и усадочных пустот. Так как неметаллические включения, как менее плотные, скапливаются на внутренней поверхности, необходимо предусматривать увеличенные припуски на ее механическую обработку. При центробежном литье полых изделий цилиндрической формы отпадает необходимость применения стержней, литниковых систем.
Дата добавления: 2014-12-26; просмотров: 2268;