Литье в кокиль
Кокиль представляет собой металлическую литейную форму из чугуна, стали или, реже, цветных сплавов, в полость которой расплав подается под действием силы тяжести. В отличие от разовой песчано-глинистой формы металлическая используется многократно. При изготовлении полых отливок из черных сплавов используют разовые стержни, для цветных сплавов возможно применение металлических стержней, которые извлекают из отливки после образования прочной корки твердого металла на ее поверхности. Производство отливок в кокилях имеет свои технологические особенности.
Первой из них является окраска рабочей поверхности и литниковых каналов формы специальными красками, которые снижают перепад температур по сечению формы, предохраняют ее от термических ударов, размывающего действия струи заливаемого расплава и, следовательно, увеличивают срок ее службы.
Вторая особенность технологического процесса заключается в том, что для создания идентичных условий затвердевания отливок в течение всей смены кокиль перед употреблением подогревают до определенной температуры. При заливке чугуна это уменьшает опасность появления “отбела” (структуры ледебурита) в поверхностных слоях отливки.
Третья особенность - неподатливость и негазопроницаемость формы, что требует увеличить уклоны на поверхностях отливки, перпендикулярных плоскости разъема формы, применять раннюю выбивку отливок и устанавливать венты или изготавливать каналы по разъему формы для удаления воздуха из карманов.
Интенсивный теплообмен между затвердевающей отливкой и формой (четвертая особенность) обеспечивает плотную мелкозернистую структуру в отливках, что во всех случаях желательно для цветных сплавов, но не всегда полезно для черных. Быстрое затвердевание стальных отливок затрудняет удаление газов, скапливающихся перед фронтом кристаллизации, что приводит к их захвату твердой коркой и образованию в ней поверхностной газовой пористости. Быстрое затвердевание чугунных отливок обусловливает “отбел” и аномальные формы графита в поверхностном слое.
Трудоемкость изготовления отливок в кокилях меньше, чем при литье в разовые формы, качество поверхности и точность размеров выше, припуски на обработку меньше, а условия труда лучше. Масса отливок не лимитирована (от 0,5 кг до 15 т). В кокилях можно получить такие массивные отливки, как прокатные валки, шаботы молотов, станины прокатных станов, изложницы и т.д.
Стойкость кокилей зависит от материала самого кокиля, типа заливаемого металла, массы получаемых отливок, толщины покрытия на рабочей поверхности и колеблется от нескольких наливов (при заливке стальных слитков в изложницу) до десятков тысяч (при производстве мелких алюминиевых отливок в стальной кокиль).
По конструкции, которая определяется типом отливки, кокили бывают вытряхными и разъемными (рис. 4.20). Разъемный кокиль состоит из двух частей 1. По плоскости разъема в нем выфрезеровывают литниковые каналы 4 и вентиляционные канавки 2. Стержни 3, как правило, изготавливают из песчано-масляной или песчано-смоляной смесей. На наружной стороне кокилей могут отливаться ребра, увеличивающие теплоотдачу в атмосферу, или изготавливаются полости 5 для жидкостного охлаждения. Литниковая система вытряхных кокилей выполняется внутри центровых стержней или делается дождевой, для чего сверху на кокиль устанавливают заливочную чашу 6, одновременно облегчающую центрирование стержня 7. Поворот кокиля с целью удаления отливки осуществляется механически или вручную. Ось поворота совпадает с осями опорных цапф 9.

Рис. 4.20. Конструкции кокилей: а - разъемного; б - вытряхного
Разновидностью кокильного литья является литье в облицованный кокиль, или двухслойную форму. При этом сам кокиль изготавливают из стали или чугуна отливкой в разовую форму. Его рабочая полость, с небольшой степенью точности повторяющая конфигурацию отливки, облицовывается слоем плакированной песчаной смеси, отвердевающей при нагреве. Рабочий процесс изготовления двухслойной формы приведен на рис. 4.21. Раскрытая форма, состоящая из двух полуформ 1, и неподвижные центровые стержни 2 показаны на виде сверху. Форма предназначена для отливки полых цилиндров или втулок. После ввода модели 3 форма закрывается, и в зазоры между стержнями, моделью и полуформами задувается горячетвердеющая смесь. Так как кокиль и стержни предварительно нагревают до 250 0С, смесь отвердевает за несколько минут и после раскрытия формы и удаления модели на рабочей поверхности формы и стержней остается корочка. Металл, залитый в собранную форму, контактирует с корочкой из песчаной смеси. Меняя толщину корочки в различных местах полости формы, можно управлять скоростями охлаждения различных зон отливки.
Долговечность облицованных форм выше, чем окрашенных, и, что особенно важно, при заливке в них чугуна удается избежать “отбела” в углах и тонких сечениях отливок.
Устранить “отбел” за счет самоотжига удается и при литье в кокиль с регулируемым зазором. От обычного такой кокиль отличается тем, что он выполняется секционным и каждая из секций может быть отодвинута от отливки на некоторое расстояние.
Если отдаление кокиля от отливки, следствием чего является резкое замедление скорости охлаждения, происходит сразу после образования корочки затвердевающего металла на поверхности отливки, то корочка разогревается теплом внутренних слоев. Это приводит к разложению цементита, образовавшегося в поверхностных слоях чугунных отливок.
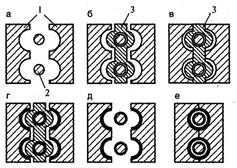
Рис. 4.21. Схема литья в облицованный кокиль: а - раскрытая форма; б - ввод модели; в - сборка формы и задув смеси; г - раскрытие формы; д - извлечение модели; е - сборка и заливка формы
Дата добавления: 2014-12-05; просмотров: 2700;