ПРОЕКТИРОВАНИЕ ЭЛЕКТРИЧЕСКИХ СЕТЕЙ САМОЛЕТОВ
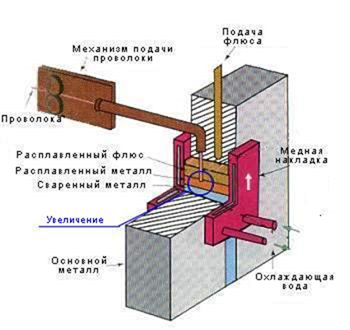
При электрошлаковой сварке применяют полуавтоматы и автоматы для электрошлаковой сварки. Первые мало распространены, так как перемещать по вертикали тяжелую аппаратуру для сварщика утомительно. Оборудование для электрошлаковой сварки состоят из следующих узлов:
- самоходного сварочного аппарата, с которым связаны медные водоохлаждаемые башмаки, формирующие шов;
- источника питания;
- бункера с флюсом;
- кассет с электродной проволокой;
|
| Схема электрошлаковой сварки |
- аппаратуры управления;
Автоматы разделяют на подвесные и самоходные рельсового или безрельсового типа. При электрошлаковой сварке в нижнем положении веса самого автомата оказывается достаточно для сцепления ходовых роликов с рельсом или поверхностью изделия. При вертикальном перемещении автоматы снабжают специальными механизмами, удерживающими их на вертикальной плоскости за счет сил трения с пружинным пли магнитным прижимом и перемещающими вдоль шва со скоростью, равной скорости образования шва. Конструкция ходового механизма часто определяет конструкцию автомата для электрошлаковой сварки.
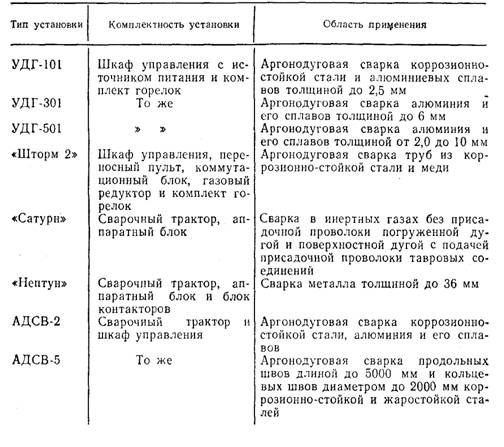
Основными элементами установок для электрошлаковой сварки являются сварочная головка, механизмы для перемещения сварочного аппарата или изделия, ползуны для принудительного формирования шва, приборы контроля положения ванны, источник питания, вспомогательные устройства (бункеры для флюса, катушки для сварочной проволоки, элементы управления и т. п.). Технические характеристики установок для сварки в защитных газах неплавящимся электродом приведены в табл. 41.
Таблица 41 - Технические характеристики установок для сварки в защитных газах неплавящимся электродом

|
В зависимости от степени механизации установки для электрошлаковой сварки подразделяются на автоматы и полуавтоматы. По способу перемещения сварочной головки вдоль изделия различают установки рельсовые, безрельсовые и подвесные. Аппараты рельсового типа перемещаются вертикально вдоль шва по специальному рельсу. Скорость перемещения аппарата вдоль шва регулируется автоматически в зависимости от уровня сварочной ванны, У безрельсовых установок сцепление со свариваемой заготовкой осуществляется механически или с помощью специальных магнитов (магнитошагающие устройства),
Для контроля положения сварочной ванны применяются электрические щупы, термопары, электрические индуктивные и радиоактивные датчики.
Технологические показатели и конструктивные особенности установок для сварки в защитных газах неплавящимся электродом приведены в табл. 42.
| Таблица 42 - Технологические показатели и конструктивные особенности установок для сварки в защитных газах неплавящимся электродом |
|
ПРОЕКТИРОВАНИЕ ЭЛЕКТРИЧЕСКИХ СЕТЕЙ САМОЛЕТОВ
Дата добавления: 2014-12-24; просмотров: 1094;