Методика моделирования структурообразования сталей при прокатке полос в продольно-клиновом стане
Современной тенденцией на рынке листовых сталей является расширение номенклатуры при одновременном ужесточении требований к качеству, в том числе структуре и механическим свойствам [93]. Структура горячекатаных листов является неравномерным по толщине, что связано, прежде всего, с неравномерностью деформации и температурным градиентом. Поэтому важным этапом является выбор рациональных температурно-деформационных режимов прокатки.
Удовлетворить в полном объеме требования к структуре и свойствам производимой на стане горячей прокатки листовой стали возможно путем организации контроля и управления формированием структуры и свойств стали в технологической линии стана [91, с. 62 – 154]. Оперативно реагировать на запросы рынка, существенно сократив при этом сроки и затраты на освоение новых видов металлопродукции, позволит автоматизированное проектирование технологических режимов производства проката. В качестве первого шага в этом направлении должно быть математическое моделирование структурообразования при прокатке в различных станах.
Начальный размер зерна аустенита после нагрева в печи принимали равным 250 мкм. Размер зерна аустенита dγ низколегированной стали в зависимости от начальных размеров зерна do, времени выдержки t, температуры Т и универсальной газовой постоянной R определяли по формуле [94]:

(3.46)
Для горячей прокатки характерным является прохождение метадинамической или статической рекристаллизации [95]. Одним из методов моделирования рекристаллизации является выражение «Johnson – Mehl – Avrami – Kolmogorov» (JMAK). После статической рекристаллизации низколегированной стали размер зерна аустенита можно определить, используя следующее выражение [94]:
 (3.47)
(3.47)
где εинт - интенсивность деформаций.
Анализ формулы (3.47) показывает, что для прогнозирования структурообразования при горячей прокатке полос в продольно-клиновом стане необходимо определить НДС при различных режимах прокатки.
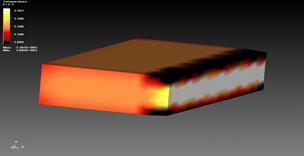
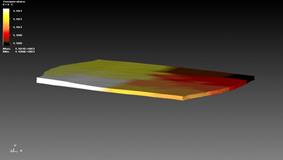
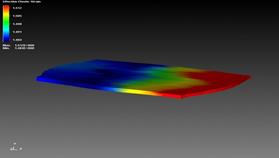
На рисунках 3.5 – 3.19 представлена картина распределения интенсивности деформаций и напряжений, также температуры при прокатке полос в продольно-клиновом стане.
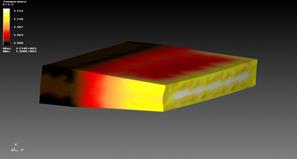
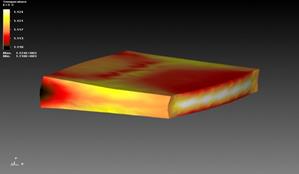
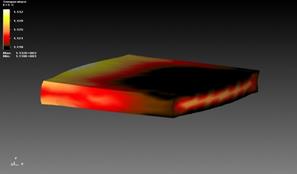
Процесс прокатки в предлагаемом стане, можно разделить условно на четыре стадии. Поэтому для наглядности отображения результатов расчета были взяты данные для четырех стадии в процентном отношении к полному времени деформирования, т.е. были выбраны следующие интервалы: первая стадия - 20, вторая стадия - 40, третья стадия - 60 и четвертая стадия - 80 процентов от полного времени деформирования.
Расчет и анализ напряженно-деформированного состояния показывает, что:
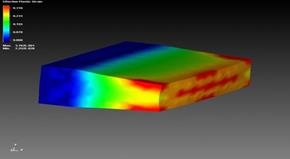
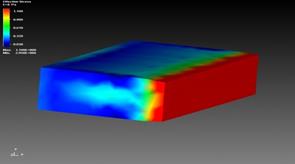
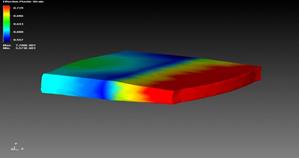
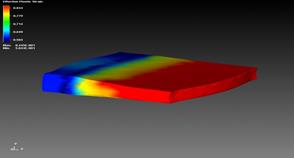
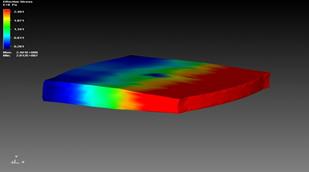
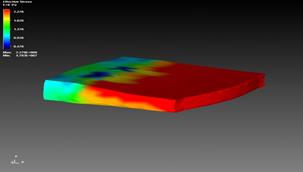
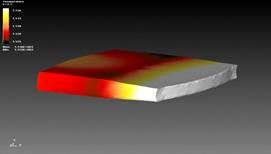
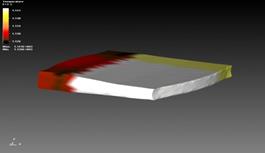
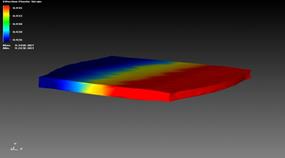
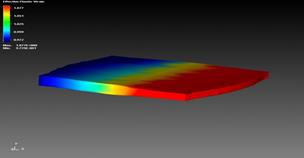
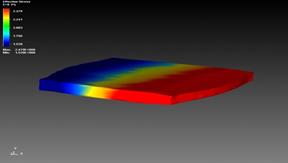
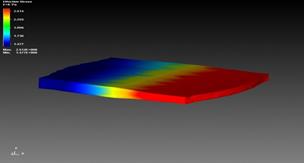
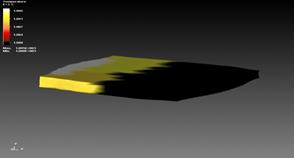
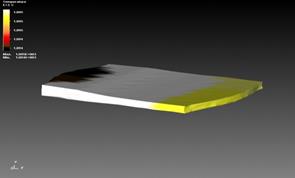
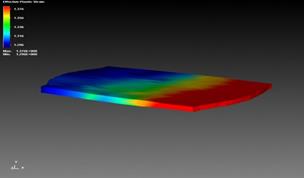
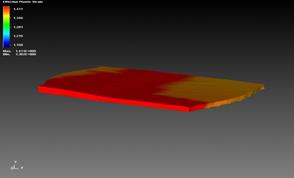
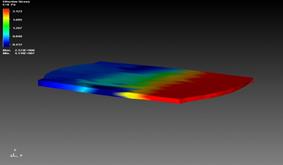
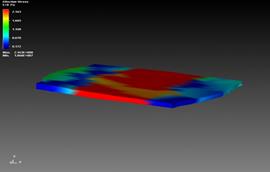
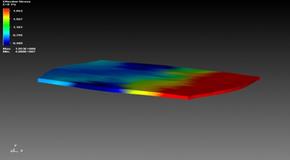
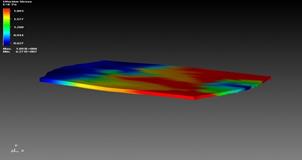
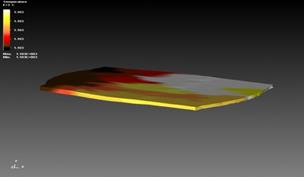
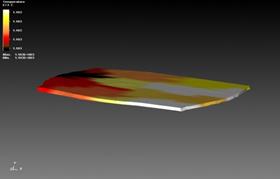
1. При прокатке в первой клети продольно-клинового стана интенсивность деформации (εинт) и напряжения (σi) локализуются в зонах захвата металла валками (рисунки 3.5, 3.6);
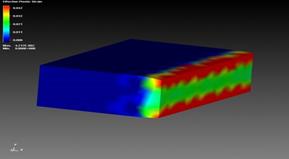
а) 20% б) 40%
в) 60% г) 80%
Рисунок 3.5 – Картина распределения интенсивности деформации
при прокатке полос в первой клети
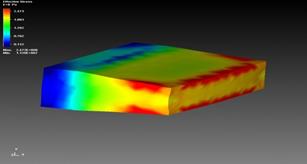
а) 20% б) 40%
в) 60% г) 80%
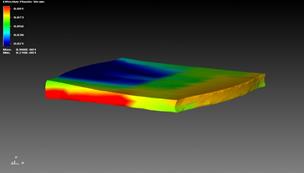
Рисунок 3.6 – Картина распределения интенсивности напряжений
при прокатке полос в первой клети
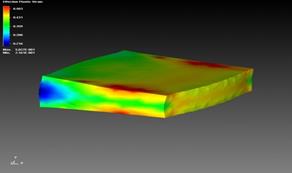
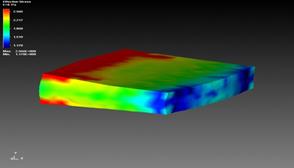
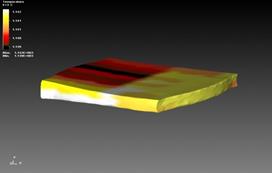
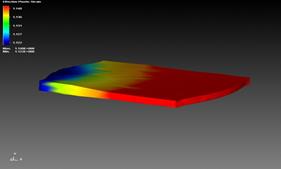
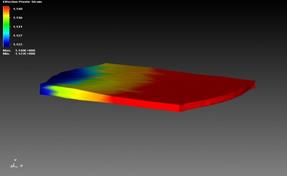
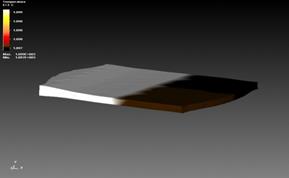
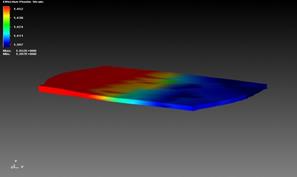
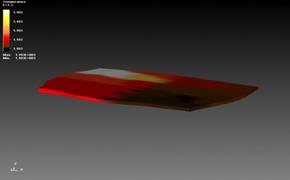
а) 20% б) 40%
в) 60 % г) 80%
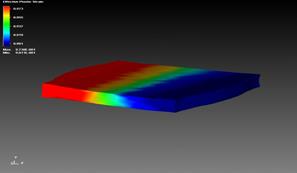
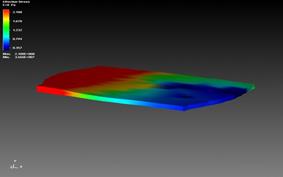
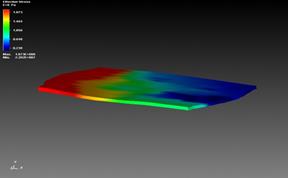
Рисунок 3.7 – Картина распределения температурного поля
при прокатке полос в первой клети
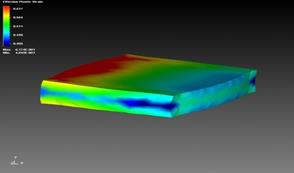
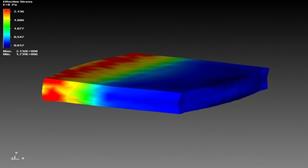
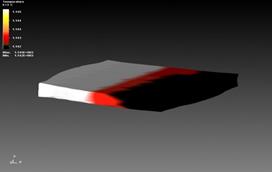
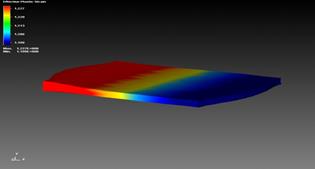
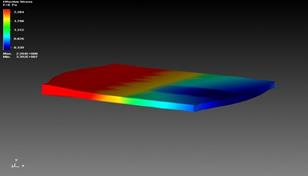
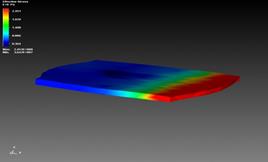
а) 20% б) 40%
в) 60 % г) 80%
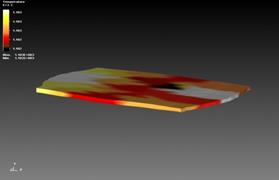
Рисунок 3.8 – Картина распределения интенсивности деформации
при прокатке полос во второй клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.9 – Картина распределения интенсивности напряжений
при прокатке полос во второй клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.10 – Картина распределения температурного поля
при прокатке полос во второй клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.11 – Картина распределения интенсивности деформации
при прокатке полос в третьей клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.12 – Картина распределения интенсивности напряжений
при прокатке полос в третьей клети

а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.13 – Картина распределения температурного поля
прокатке полос в третьей клети
а) 20% б) 40%
в) 60 % г) 80%
3.14 – Картина распределения интенсивности деформации
при прокатке полос в четвертой клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.15 – Картина распределения интенсивности напряжений
при прокатке полос в четвертой клети


а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.16 – Картина распределения температурного поля
при прокатке полос в четвертой клети
а) 20% б) 40%

в) 60 % г) 80%
Рисунок 3.17 – Картина распределения интенсивности деформации
при прокатке полос в пятой клети
а) 20% б) 40%

в) 60 % г) 80%
Рисунок 3.18 – Картина распределения интенсивности напряжений
при прокатке полос в пятой клети
а) 20% б) 40%
в) 60 % г) 80%
Рисунок 3.19 – Картина распределения температурного поля
при прокатке полос в пятой клети
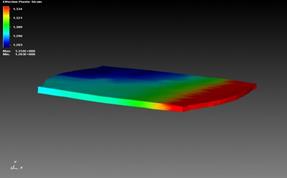
Рисунок 3.20 – Распределение размеров зерен по поперечному сечению полосы при прокатке в первой клети (сечение 1 - Нi/Н0 = 0,5; сечение 2 - Нi/Н0 = 0,75; сечение 3 - Нi/Н0 = 0,9)
Рисунок 3.21 – Распределение размеров зерен по поперечному сечению полосы при прокатке во второй клети (сечение 1 - Нi/Н0 = 0,5; сечение 2 - Нi/Н0 = 0,75; сечение 3 - Нi/Н0 = 0,9)
Рисунок 3.22 – Распределение размеров зерен по поперечному сечению полосы при прокатке в третьей клети (сечение 1 - Нi/Н0 = 0,5; сечение 2 - Нi/Н0 = 0,75; сечение 3 - Нi/Н0 = 0,9)
Рисунок 3.23 – Распределение размеров зерен по поперечному сечению полосы при прокатке в четвертой клети (сечение 1 - Нi/Н0 = 0,5; сечение 2 - Нi/Н0 =0,75; сечение 3 - Нi/Н0 = 0,9)
Рисунок 3.24 – Распределение размеров зерен по поперечному сечению полосы при прокатке в пятой клети (сечение 1 - Нi/Н0 = 0,5; сечение 2 - Нi/Н0 = 0,75; сечение 3 - Нi/Н0 = 0,9)
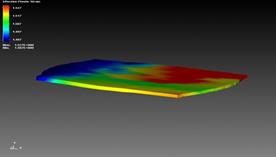
2. С увеличением обжатия величины интенсивности деформации (εинт) и напряжения (σi) увеличиваются в центре и по краям деформируемой заготовки (рисунки 3.5, 3.6);
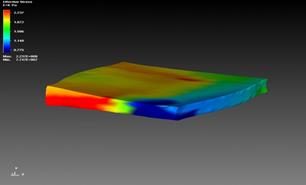
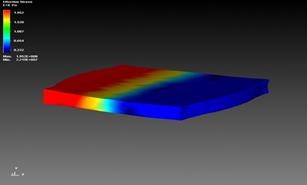
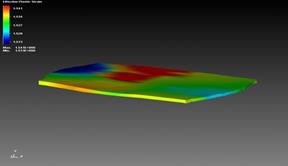
3. Непрерывная прокатка заготовки в последующих клетях продольно-клинового стана позволяет постепенно перенести участки сосредоточенной деформации от центра к средней части полосы, а затем в зону контакта валков с прокатываемой заготовкой (рисунки 3.8, 3.11, 3.14, 3.17);
4. Постепенный перенос участков с локализацией деформации от центра к поверхности проводит к более равномерному распределению накопленной деформации;
5. Наиболее равномерное распределение накопленной деформации по высоте и длине прокатываемой полосы получено при прокатке с единичным обжатием в первой клети - 20%, во второй клети - 20%, в третьей клети - 20%, в четвертой клети - 15%; в пятой клети - 10%;
6. В процессе прокатки в первой клети температура в зонах контакта «горячий металл – валки» уменьшается (рисунок 3.7);
7. При прокатке во второй, третьей, четвертой и пятой клетях участки металла с высокой температурой перемещаются вместе с очагом деформации (рисунки 3.10, 3.13, 3.16 и 3.19);
8. При прокатке в продольно-клиновом стане интенсивно охлаждаются участки полос, находящиеся в зоне контакта металла с валком, вне зоны очага деформации и интенсивно нагреваются участки металла, находящиеся в очаге деформации (рисунки 3.7, 3.10, 3.13, 3.16 и 3.19).
В результате расчета размеров аустенитного зерна установили, что:
1) После прокатки в первой клети предлагаемого стана размер зерна аустенита в центре полосы сравнительно мелкозернистый и равняется 70...84 мкм, в то время как в поверхностных зонах полосы размер зерна аустенита сравнительно крупнозернистый (132...146 мкм) (рисунок 3.20, где Нi и Вi – расстояние до исследуемой точки по высоте и ширине прокатываемой полосы; Н0 и В0 – высота и ширина полосы, соответственно);
2) Прокатка в последующих клетях продольно-клинового стана позволяет постепенно выравнить размеры аустенитного зерна, которые по всему сечению прокатываемой полосы равняются 51...73 мкм (рисунки 3.21, 3.22, 3.23, 3.24).
Дата добавления: 2014-12-22; просмотров: 1227;