транспортно-загрузочных и вспомогательных операций
Возможность гибкого реагирования на спрос той или иной продукции во многом зависит от организации и управления производством. В этом смысле различные средства автоматизации, о которых шла речь выше, представляют собой овеществленный ранее затраченный труд. Не использовать этот труд или использовать его недостаточно эффективно даже при производстве продукции небольшими партиями – означает возврат к прошлому со всеми вытекающими последствиями. Проблема автоматизации в переходный период от плановой к рыночной экономике как раз в том и состоит, чтобы знания и опыт, накопленные на этапе автоматизации массового и крупносерийного производства, применить в новых условиях, условиях конкуренции, борьбы за рынки сбыта высококачественной продукции. Именно концепции производства высококачественной продукции в наибольшей степени соответствует системный подход в выборе тех или иных технических и технологических решений, в использовании возможностей оборудования, в высвобождении человека из зон повышенной опасности и тяжелой физической нагрузки, в максимальном использовании интеллектуальных и творческих ресурсов человека.
Примером комплексного решения вопросов, связанных с автоматизацией как основных, так и вспомогательных технологических операций, в частности транспортно-загрузочных, может служить гибкая производственная система (ГПС), представленная на рис. 68.







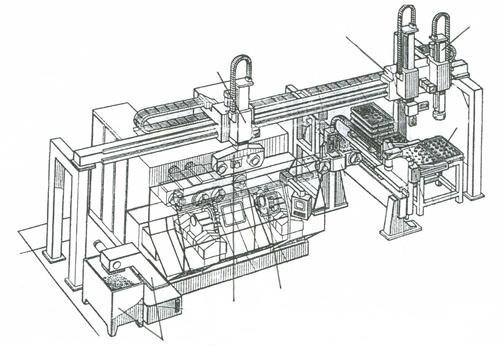
Рис. 68. Гибкая автоматизированная производственная система (ГПС)
Здесь в технологической последовательности установлены токарные, фрезерные, а также многоцелевые станки. Сверху над станками на специ-альном портале смонтированы автоматические манипуляторы 1, 2, 3, зоной обслуживания которых является рабочее пространство между станками, в
котором происходит перемещение и установка заготовок, инструментов, готовых деталей, транспортировка стружки. Каждый из манипуляторов имеет не менее трех степеней подвижности, но, особенно важно отметить, что в захват манипулятора может быть установлено приспособление или дополнительный модуль, расширяющие функциональные возможности этих манипуляторов. Аналогичное решение было рассмотрено нами внача-ле (см. рис. 2), где операции, связанные с манипулированием заготовкой, выполняет робот. Различие между роботом и манипулятором состоит в том, что последний работает по жесткой программе, а система управления роботом выполнена таким образом, что в зависимости от решаемых задач алгоритм управления и последовательность операций могут быть пере-программированы. Но в условиях ГПС, если номенклатура обрабатывае-мых деталей достаточно обширная, управление целевыми механизмами станков, транспортными, загрузочными и вспомогательными операциями также приходится перепрограммировать. На рис. 68 позициями 4, 5, 6, 7 обозначены соответственно инструментальные магазины, шпиндельные головки, насадки и приспособления к манипуляторам, транспортеры и ем-кости для сбора стружки.
Дата добавления: 2019-04-03; просмотров: 596;