Автоматизация установки и замены инструмента
Операции, связанные с установкой, настройкой и заменой различных видов инструмента, следует отнести к наиболее трудоемким. Механизация и автоматизация этих операций дает значительный эффект как в условиях массового, так и мелкосерийного производства.
На рис. 65 показан пример многоинструментной обработки сложной корпусной детали. На позиции 1 с помощью фрезы, установленной в пиноли шпиндельной головки, осуществляется обработка верхней торцевой поверхности. На позиции 2 в той же шпиндельной головке установлена цилиндрическая фреза, ось вращения которой перпендикулярна пиноли. Эта фреза обрабатывает углубление в задней стенке детали. На позиции 3 ось фрезы сориентирована под углом, обеспечивающим обработку наклонной торцевой поверхности верхней выступающей части, и т.д. На позиции 11 на шпиндельную головку установлено технологическое приспособление – расточная оправка, с помощью которой обрабатывают канавки по внутренней поверхности выступа.
 |
Рис. 65. Многоинструментальная обработка
сложной корпусной детали
В действительности позиций обработки значительно больше. Обработка ведется в параллельном режиме несколькими шпиндельными головками. Установка и замена инструмента снижает производительность обработки.
Разработан целый ряд способов быстрой автоматической замены инструментов.
На рис. 66 приведен пример замены инструмента с помощью вилки с четырьмя степенями подвижности. На фрагменте«а» вилка 1, двигаясь вверх, подхватывает в магазин 2 инструмент 3. Это одна степень подвижности. При движении в перпендикулярном направлении вилка выводит инструмент из магазина. В процессе поворота каретки 4 на угол 90° вилка останавливается так, что правым захватом удерживает инструмент 5, который находится в пиноли шпиндельной головки 6 (см. рис. 66, б), а в левом захвате находится инструмент, направленный на замену. На фрагменте «б» показана использующаяся следующая степень подвижности, обеспечивающая извлечение конического хвостовика инструмента из отверстия пиноли. На фрагменте «в» задействована четвертая степень подвижности – поворот вилки на угол 180° вокруг вертикальной оси, когда два инструмента меняются местами. При движении вилки вверх инструмент фиксируется в шпиндельной головке. На фрагменте «г»снятый со станка инструмент устанавливают в фиксированное гнездо магазина.
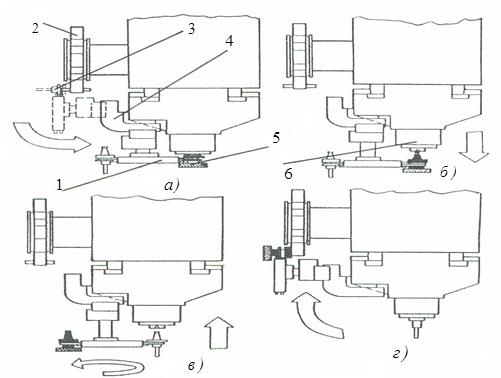 |
Рис. 66. Автоматическая замена инструмента с помощью вилки
Замена инструмента, таким образом, связана с последовательным вы-полнением определенного набора операций, завершенность которых мо-жет отслеживаться датчиками или концевыми выключателями.
Другой вариант автоматической замены инструмента приведен на рис. 67, в котором задействованы степени подвижности с использованием вращающегося магазина.
 |
Рис. 67. Автоматическая замена инструмента
На фрагменте «а» шпиндельная головка 1 с инструментом 2, двигаясь вверх, заводит хвостовик инструмента в соответствующую прорезь магазина 3. Далее при движении шпиндельной головки в перпендикулярном направлении (фрагмент«б») происходит извлечение инструмента из пиноли шпиндельной головки. В этой же позиции происходит поворот магазина, при котором соосно шпинделю устанавливают другой инструмент 4, который попадает в пиноль при движении шпиндельной бабки по стрелке слева направо (фрагмент «в»). На фрагменте «г» показано возвращение шпиндельной головки в исходное положение после замены инструмента.
Дата добавления: 2019-04-03; просмотров: 930;