Устройство УВО 100-150
Устройство для врезки отводов к действующим трубопроводам УВО 100-150 (далее — устройство УВО 100-150) приведено на рисунке 7.5.
Устройство УВО 100-150 предназначено для врезки отводов диаметром DN 100 и DN 150 к действующим трубопроводам диаметром от DN 300 до DN 1200, путём вырезки отверстий диаметром 86 и 120 мм соответственно в трубопроводе через приваренный предварительно отвод и стандартную задвижку (DN 100 и DN 150 соответственно).
Устройство УВО 100-150 поставляется с собранной накладкой для врезки отводов диаметром DN 150.
Для наладки устройства УВО 100-150 для врезки отводов диаметром DN100 необходимо провести переналадку.
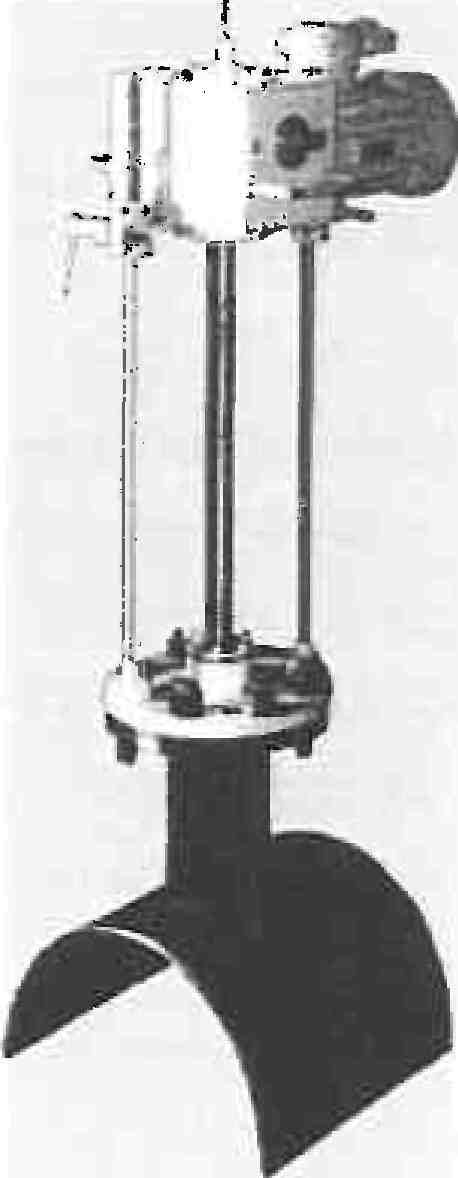
Рисунок 7.5 – Устройство для врезки отводов к действующим трубопроводам
УВО 100-150 Технологические операции при вырезке отверстия устройства УВО 100-150 аналогичны технологическим операциям устройства для холодной врезки УХВ-150, УХВ-300.
Основные технические характеристики устройства УВО 100-150 приведены в таблице 7.4.
Таблица 7.4 – Основные технические характеристики устройства У ВО 100-150
| № п/п | Наименование основных параметров | Значение | |
| Максимальное давление в вырезаемом трубопроводе МПа | 2,0 | ||
| Частота вращения режущего инструмента об/мин | |||
| Подача режущего инструмента мм/об | 0,03 | ||
| Максимальны ход инструмента, мм. | |||
| Время выреки отверстия в трубопроводе, мин, не более | |||
| Тип привода | Электрический | ||
| Масса, кг, не более | |||
| Габаритные размеры, мм | длина | ||
| ширина | |||
| высота |
Меры безопасности устройства УВО 100-150 аналогичны мерам безопасности при работе с устройством для холодной врезки УХВ-150, УХВ-300.
7.4 Устройство АКВ-101 «Малютка»
Устройство прорезное АКВ-101 «Малютка» (далее – устройство «Малютка») предназначено для механического прорезания отверстий в стенках трубопровода, находящегося под статическим давлением рабочих сред (нефть/нефтепродукт, вода).
Устройство «Малютка» прорезное устанавливается на основном патрубке длиной 250 мм, который приваривается в нижней части трубопровода.
Задвижка устанавливается на отводе от патрубка, расположенном сбоку.
Вырезка отверстия осуществляется через основной патрубок, отвод нефти/нефтепродукта происходит через задвижку.
Вырезанный элемент и стружка не могут нарушить работу арматуры трубопровода, т. к. конструкция устройства «Малютка» обеспечивает гарантированное удаление вырезанного элемента.
Устройство «Малютка» позволяет разрабатывать котлован небольшой глубины, так как для установки устройства «Малютка» достаточно 0,8 м под нижней частью трубопровода.
Технологические операции при вырезке отверстия устройством «Малютка» аналогичны технологическим операциям при работе с устройством «Пиранья».
Основные технические характеристики устройства «Малютка» приведены в таблице 7.5.
Таблица 7.5 – Основные технические характеристики устройства «Малютка»
| № п/п | Наименование параметра | Значение |
| Диаметр прорезаемого трубопровода DN | От 150 до 1200 | |
| Максимальная толщина стенки прорезаемой трубы, мм | ||
| Максимальное давление среды в трубопроводе, МПа | 2,0 | |
| Диаметр прорезаемых отверстий, мм | 86 и 125 | |
| Время прорезания, мин | От 7 до 40 | |
| Потребляемая мощность | 1,1 кВт |
Устройство «Малютка» выполняет свои функции в любом пространственном положении.
Меры безопасности при работе с устройством «Малютка» аналогичны мерам безопасности при работе с устройством для холодной врезки УХВ-150, УХВ-300.
7.5 Приспособление типа «Пакер-М»
7.5.1 Назначение
Приспособление для перекрытия патрубков «Пакер-М» (далее - приспособление) -предназначено для производства работ по замене и удалению фланцевых и приварных задвижек, на вантузах без опорожнения трубопровода.
Также приспособление может применяться:
- для замены прокладок крышек задвижек;
- для замены сальниковых набивок у штока;
- для ликвидации вантузов с приваркой эллиптического днища, с последующим заполнением композитным составом;
7.5.2 Технические характеристики
Приспособление выпускается следующих марок: ПППМ-50; ПППМ-80; ПППМ-100; ГШПМ-150; ПППМ-200. Цифры в обозначении марки обозначают номинальный диаметр задвижек вантузов, для которых данное приспособление предназначено.
Основные технические характеристики приспособления приведены в таблице 7.6.
Таблица 7.6 – Основные технические характеристики приспособления
| № п/п | Наименование параметра | ПППМ -50 | ПППМ -80 | ПППМ -100 | ПППМ -150 | ПППМ -200 | |
| Номинальный диаметр задвижек DN | |||||||
| Внутренний диаметр патрубка, мм | |||||||
| Степень герметичности сопряжения пиноли с корпусом (утечка нефти/нефтепродукта), см3/ч, не более | |||||||
| Давление в трубопроводе, МПа, не более | 1,5 | ||||||
| Масса, кг | |||||||
| Габаритные размеры, мм, не более | диаметр | ||||||
| длина |
Приспособление эксплуатируется при диапазоне температуры условий работы перекрывающей головки приспособления от минус 35 °С до 100 °С.
Работы с применением приспособления для перекрытия патрубков трубопровода ПППМ-50; ПППМ-80; ПППМ-100; ПППМ-150 допускается проводить:
- на действующих трубопроводах с давлением не менее 0,02 МПа и не более 2 МПа;
- на остановленных трубопроводах с давлением не менее 0,02 МПА и не более 2,5 МПа;
Работы с применением приспособления ПППМ-200 допускается проводить на остановленных и работающих трубопроводах с давлением в них не менее 0,02 МПа и не более 1,5 МПа.
7.5.3 Конструкция
Конструкция приспособления приведена на рисунке 7.6 и состоит из вводного устройства и перекрьшающеи головки 1. Перекрывающая головка закрепляется на вводном устройстве непосредственно перед монтажом приспособления на задвижку. Вводное устройство содержит корпус 8 к которому крепится присоединительный фланец 3 с сальниковым устройством 5. С другой стороны корпуса находятся резьбовая втулка 12 с закрепленным на ней штурвалом 14, втулка со шпонкой 10, стопорные винты 11,13.
| 1 – перекрывающая головка 2 – шаровой кран 3 – присоединительный фланец 4 – грезиновое кольцо 5 – сальниковое уплотнение 6 – центральная тяга 7 – пиноль 8 – корпус 9 – табличка с маркировкой 10 – втулка со шпонкой 11 – стопорный винт втулки 12 – втулка резьбовая 13 – стопорный винт резьбовой втулки 14 – нижний штурвал 15 – кольцо ограничительное 16 – верхний штурвал 17 – фиксатор тяги 18 – рукоятка тяги 19 – винт для фиксации втулки в корпусе |
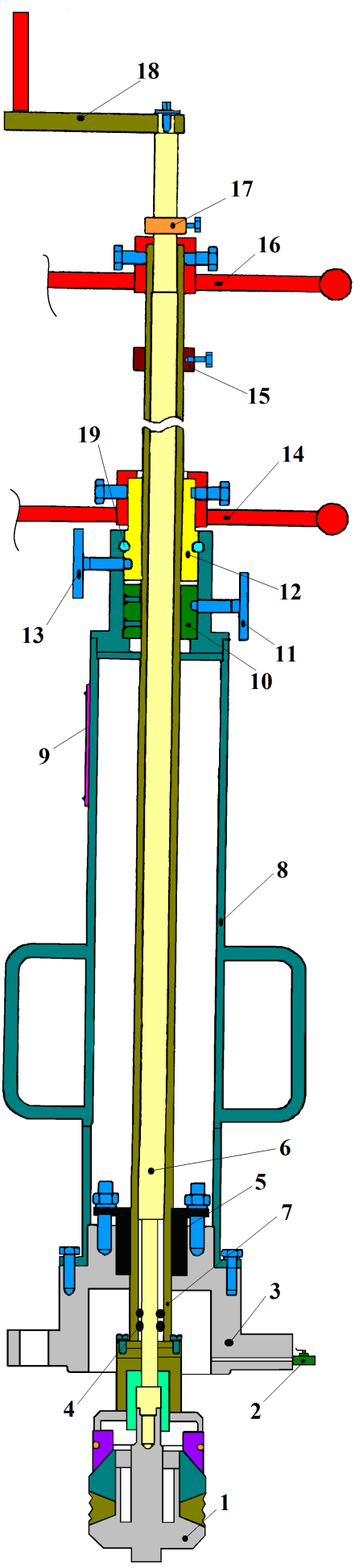
Рисунок 7.6 – Приспособление для перекрытия патрубков типа «Пакер-М»
Внутри корпуса расположена пиноль 7, на которой закреплен штурвал 16. Внутри пиноли проходит центральная тяга 6 с рукояткой 18. Резьбовой конец тяги предназначен для удержания перекрывающей головки в пиноли. Ограничение хода пиноли и тяги обеспечиваются кольцами 15 и 17. Присоединительный фланец 3 имеет канал с установленным в нем шаровым краном 2, который необходим для выпуска воздуха из полости задвижки и для проверки герметичности перекрытия патрубка. Для герметизации центральной тяги предусмотрены два резиновых кольца 4.
Перекрывающая головка состоит из прижим, герметизатор, клина, сухарей, кольца резинового, корпуса, гайки и пружины. Гайка 7 имеет левую резьбу.
7.5.4 Порядокпроведения работ по герметизации патрубка и ликвидации вантуза
7.5.4.1 Технический осмотр и подготовка вантуза включает:
- замеры наружного диаметра и толщины стенки патрубка
- замер высоты патрубка (от верхней образующей трубопровода до сварного шва). Минимальная высота патрубка должна иметь значения, указанные в таблице 7.7. При меньших значениях высоты патрубка установка приспособления не допускается;
Таблица 7.7 – Минимальная высота патрубка
| № п/п | Диаметр патрубка мм | Минимальная высота патрубка (в зависимости от высоты перекрывающей головки), мм |
| ПО | ||
- проверить марку и размеры задвижки по паспорту (проходное сечение, длина).
- произвести замеры отклонения от перпендикулярности между присоединительной плоскостью фланца задвижки и осью перекрываемого патрубка
Отклонение плоскости фланца задвижки от оси патрубка не должно превышать 3°. При больших значениях отклонения установка приспособления не допускается.;
- произвести замеры параметров усиливающей накладки (толщина стенки, ширина). Толщин стенки усиливающей накладки не должна быть меньше номинальной толщины трубы трубопровода, ширина - не менее 0,4 наружного диаметра патрубка.
7.5.4.2 Для подготовки приспособления к использованию необходимо:
- подобрать соответствующего размера перекрывающую головку согласно значениям, указанным в таблице 7.8. Перекрывающая головка маркируется ударным способом на торцовой поверхности прижима. В маркировке указывается наружный диаметр и толщина стенки патрубка;
- разобрать перекрывающую головку;
- осмотреть состояние резьбы на тяге и пиноли устройства - забоин, смятия резьбы не должно быть;
- проверить наличие и состояние всех деталей на вводном устройстве (фиксаторы, ручки) и перекрывающей головки (сухари, пружина);
- проверить состояние резинового кольца (не допускается наличие рисок глубиной более 0,2 мм и длинной более 5 мм);
- навернуть перекрывающую головку на тягу вводного устройства;
- удерживая перекрывающую головку гаечным ключом и вращая рукоятку тяги, навернуть головку до упора;
- установить пиноль в крайнее положение в упор с фланцем;
- рукояткой тяги ввести перекрывающую головку до упора в пиноль;
- установить фиксатор тяги 17 на расстоянии от 3 до 5 мм от ступицы штурвала;
- подготовить комплект шпилек, гаек и шайб в соответствии с применяемым типоразмером приспособления;
- произвести замер с помощью рулетки расстояния от верхней образующей трубопровода до верхнего фланца задвижки L и от нижней плоскости перекрывающей головки до нижней плоскости фланца N;
- вычислить разницу между этими значениями (L-N) и установить данный размер от ступицы штурвала до ограничительного кольца X.
Таблица 7.8 – Размер перекрывающей головки
В миллиметрах
| № п/п | Диаметр патрубка | Толщина стенки патрубка | Внутренний диаметр патрубка | Диаметр герметизатора |
| 57±1,0 | 47+1,0 | 43 - 0,5 | ||
| 89±1,0 | 77+1,0. | 73 - 0,5 | ||
| 108±1,4 | 92+1,4 | 88 - 0,8 | ||
| 108±1,4 | 88+1,2 | 84-0,6 | ||
| 159±1,2 | 143+1,2 | 138-0,6 | ||
| 159±1,4 | 139+1,4 | 135-0,8 | ||
| 159±1,4 | 135+1,4 | 130-0,8 | ||
| 219±1,3 | 199+1,3 | 195-0,6 | ||
| 21941,5 | 195+1,5 | 190-0,8 | ||
| 219±1,5 | 187+1,5 | 182-0,8 |
По результатам подготовки приспособления необходимо составить «Акт осмотра и проверки приспособления и перекрывающей головки».
7.5.4.3 Технологические операции при герметизации патрубка:
- установить герметизирующую прокладку в установочное место на фланце задвижки;
- установить приспособление на фланец задвижки;
- проверить состояние контрольного шарового крана (он должен быть закрыт);
- открыть задвижку;
- с помощью контрольного крана 2 стравить воздух до появления, транспортируемого продукта, предварительно подставив под кран ёмкость;
- шаровой кран закрыть;
- вращая штурвал 14 против часовой стрелки ввести головку, перекрывающую за задвижку к месту перекрытия;
- стопорными винтами 11 освободить втулку 10;
- закрепить скобу на штурвалах 14 и 16 для их синхронного вращения;
- вращая штурвал 14 синхронно со штурвалом 16 против часовой стрелки, придерживать рукоятку 18 тяги 6 для исключения её вращения;
- после пяти оборотов штурвалов, в бобышку штурвала 16 установить динамометрический ключ (дальнейшее перекрытия патрубка вести при контроле момента на штурвале при помощи динамометрического ключа, продолжая считать количество оборотов);
- достигнув значение крутящего момента, провести контроль герметичности перекрытия патрубка, открыв контрольный кран. Если появится течь, то штурвалы до полной герметизации. Контрольный кран закрыть;
- после обеспечения герметичности перекрытия патрубка, вращая рукоятку тяги 18 против часовой стрелки, и удерживая штурвал 16 отсоединить перекрьтающую головку от вводного устройства;
- отвести пиноль за запорный орган задвижки. Для этого стопорным винтом 11 зафиксировать втулку 10. Вращая штурвал 14 по часовой стрелке вывести пиноль из патрубка;
- после поднятия пиноли закрыть задвижку. Прежде чем демонтировать вводное устройство необходимо пометить отверстия под шпильки на фланцах задвижки и вводного устройства;
- отсоединить вводное устройство от задвижки.
Далее выполнять технологические операции по ремонту, демонтажу и замене задвижки.
7.5.4.4 Для снятия перекрытия патрубка и извлечение головки необходимо:
- смонтировать вводное устройство на задвижке следя за тем, чтобы помеченные отверстия на фланцах совместились;
- вращением штурвала 14 ввести пиноль в патрубок до перекрывающей головки;
- ввернуть тягу 6 по часовой стрелке через пиноль в головку перекрывающую;
- выполнить разгерметизацию патрубка, сделав тоже количество оборотов, что и при перекрытии;
- стопорными винтами 11 зафиксировать втулку 10;
- закрыть задвижку;
- открыть контрольный кран, сбросить давление нефти/нефтепродукта из корпуса вантуза;
- демонтировать приспособление.
7.5.4.5 Технологические операции при ликвидации вантуза:
- после проверки герметичности перекрытия патрубка, отсоединения перекрывающей головки от вводного устройства и демонтажа вводного устройства с задвижки необходимо подготовить вантуз к отрезке;
- удалить нефть/нефтепродукт из полости задвижки и патрубка. Остатки нефти/нефтепродукта очищают с помощью ветоши, смоченной в растворителе. После очистки указанные полости промываются водой и проводится просушка сжатым воздухом, при этом максимальное давление воды и воздуха не должно превышать 0,12 МПа;
- провести анализ загазованности полости задвижки и патрубка (анализ загазованности должен производиться непосредственно перед демонтажом (отрезкой) задвижки);
- выполнить демонтаж (отрезку) задвижки с применением ножовочного полотна и шлифмашинки;
- после отрезки задвижки произвести подготовку торца патрубка с разделкой кромок под сварку механическим способом - шлифовальной машиной;
- провести сборку и сварку эллиптического днища (в днище предварительно должно быть просверлено два технологических отверстия диаметром 12 мм);
- после контроля сварных швов произвести изоляцию внешней поверхности сварного узла и участка трубы (заварка технологических отверстий выполняется после установки металлических пробок («чопиков») перед проведением изоляции наружной поверхности патрубка).
7.5.5 Хранение и транспортирование
Приспособление должно храниться в законсервированном состоянии в закрытом не отапливаемом помещении или под навесом, предотвращающем попадание атмосферных осадков.
Тара под приспособление должна быть удобной для транспортировки и доставки приспособления на место производства работ. Приспособление, упакованное в тару и выстланную изнутри водонепроницаемой бумагой, может транспортироваться на любое расстояние любым видом транспорта в условиях установленных в соответствии с правилами перевозок, действующим на данном виде транспорта.
7.5.6 Меры безопасности при эксплуатации
Производство работ по замене вантузных задвижек, вантузов и несанкционированных врезок должно производится только при наличии ППР утвержденным главным инженером и наряда - допуска, утвержденного главным инженером РНУ.
Рабочее место должно быть оборудовано первичными средствами пожаротушения в составе: не менее двух огнетушителей ОП-10, кошма 2x2 м, песок, две лопаты. На месте производства работ должен находится пожарный автомобиль (автоцистерна) с водителем и боевым расчетом из двух человек.
Приспособление применяется на действующих трубопроводах при давлении от 0,02 до 2,00 МПа, на остановленном трубопроводе при давлении от 0,02 до 2,50 МПа, (для ППП-200 - 1,5 МПа). Контроль давления в МТ осуществляется по манометрам на узлах ближайших задвижек с учетом профиля.
В процессе удаления задвижки обслуживающий персонал не должен находиться в направлении оси патрубка.
К проведению работ с переносным электроинструментом допускаются лица, прошедшие предварительное обучение, проверку знаний инструкций по охране труда, имеющие запись в квалификационном удостоверении о допуске к выполнению работ с переносным электроинструментом и группу по электробезопасности не ниже II.
7.5.7 Ограничения применения приспособления
Работы с применением приспособления проводят:
- на трубопроводах, действующих при давлении от 0,02 до 2,0 МПа и остановленных при давлении от 0,02 до 2,5 МПа;
- с углом установки вантуза и задвижки относительно патрубка не более 3°;
с продолжительностью установки приспособления и перевода в рабочее состояние, а также приварки заглушки не более 3 ч.
7.6 Машина МРТ 325-1420 «Волжанка-2»
7.6.1 Назначение
Машина для безогневой резки труб с электрическим приводом МРТ 325-1420 «Волжанка-2» (далее – машина «Волжанка-2») предназначена для резки труб диаметром от 325 до 1420 мм с помощью специального лезвийного инструмента (фрезы). При работе машина «Волжанка-2» обеспечивает вырезку поврежденных участков трубопроводов и линейной арматуры при истечении нефти/нефтепродукта без избыточного давления.
Малая частота оборотов фрезы, малая скорость подачи машины «Волжанка-2» по трубопроводу и постоянное охлаждение режущего инструмента обеспечивают безогневую резку труб.
7.6.2 Технические характеристики машины «Волжанка-2» (таблица 7.9.)
Таблица 7.9 – Основные технические характеристики машины «Волжанка-2»
| № п/п | Наименование параметра | Значение | ||
| Частота вращения режущего инструмента, об/мин | 52,78 | |||
| Подача режущего инструмента,мм/мин | ||||
| Глубина резания максимальная (за один проход), мм | фасонной фрезой 135x25 | |||
| отрезной фрезой 140x25 | ||||
| Несовпадение контура реза, мм, не более | 2,0 | |||
| Тип привода машины | Электрический | |||
| Электрическая сеть | 380 В ±10 %; 50 Гц | |||
| Электродвигатель во взрывозащищенном исполнении | АИМ М80В2У2,5 | |||
| Мощность, кВт | 2,2 | |||
| Число оборотов, об/мин | ||||
| Габаритные размеры машин, мм, не более | длина | |||
| ширина | ||||
| высота | ||||
| Габаритные размеры пульта управления, мм, не более | длина | |||
| ширина | ||||
| высота | ||||
| Масса машины, кг, не более | ПО | |||
| Масса пульта управления, кг, не более | ||||
7.6.3 Конструкция
Конструкция машины «Волжанка-2» приведена на рисунке 7.7.
1 — цепь
2 – трубопровод
3 – тележка
4 – опорное колесо
5 – отверстие в тележке
6 – фреза
7 – штуцер для подключения шланга охлаждения
8 – указатель направления движения фрезы
9 – натяжной механизм
10 – электродвигатель
11 – промежуточный редуктор
12 – винт врезки
13 – ручка включения кулачковой муфты
14 – ручка для фиксации защитного кожуха
15 – основной редуктор
16 – табличка с маркировкой
17 – штифт
18 – ведущая звездочка
19 – ось с ведущими звездочками
20 – ось с не приводными звездочками
21 – предохранительный кожух
22 – шпиндель
Рисунок 7.7 – Машина для безогневой резки труб с электрическим приводом МРТ 325-1420 «Волжанка-2»
Машина «Волжанка-2» состоит из электродвигателя 10, редуктора 15, тележки 3, фрезы фасонной конусной 14 , цепей для крепления машины «Волжанка-2» к трубе 11 , пульта управления с кабелем, ключа торцевого, шаблона для установки машины «Волжанка-2» на цепи.
Ходовая часть редуктора 15 снабжена двумя приводными звездочками 18 и колесами, контактирующими с трубопроводом 2. Привод редуктора осуществляется от электродвигателя 10 и передает вращение шпинделю 22 с установленным на нем фрезой 6. Для включения подачи (движения) тележки 3 предусмотрена ручка включения кулачковой муфты 13. Ведущий выходной вал 19 через звездочки 18 взаимодействует с цепями 1, тем самым, осуществляя подачу, при этом тележка 3 совершает круговую подачу относительно оси трубы. На тележке 3 имеются два отверстия 5 под ось 20 с не приводными звездочками для установки машины «Волжанка-2» на различных диаметрах трубы.
Для резки труб диаметром меньше 530 мм необходимо ось 20 с не приводными звездочками установить в ближайшее к режущему инструменту отверстие 5 на тележке 3 и закрепить двумя пластинами с болтами М8.
Для предотвращения проскальзывания машины «Волжанка-2», между поверхностью трубы и охватывающей ее цепью 1, предусмотрен натяжной механизм 9 с пружинными элементами. Для установления необходимой глубины резания предусмотрен механизм вращения винта врезки 12.
Подача охлаждающей жидкости на режущий инструмент осуществляется шлангом, присоединенным к штуцеру 7 из бачка, установленного на бровке ремонтного котлована.
Пульт управления предназначен для управления работой электродвигателя и представляет собой ппсаф, содержащий пусковую, защитную арматуру, с вынесенным наружу кнопочным блоком, дистанционного управления, выполненным во взрывозащищенном исполнении.
7.6.4 Технологические операции
Технологические операции при работе с машиной «Волжанка-2 следующие:
- проверить маркировку взрывозащиты и предупреждающие надписи;
- произвести осмотр машины «Волжанка-2» и подготовить к эксплуатации;
- проверить надежность болтовых соединений;
- проверить наличие и уровень масла ТАД 17И в основном редукторе 15 (для этого необходимо открутить болт с щупом на верхней крышке редуктора);
- проверить уровень масла ТАД17Н в планетарном (промежуточном) редукторе РП-400(П);
- опустить предохранительный кожух 21 на фрезу;
- винтом врезки 12 вывести фрезу машины в верхнее положение;
- отпустить затяжку пружинных элементов натяжных механизмов 9 (штифт 17 в удлиненном пазу направляющего стакана натяжного механизма должен располагаться в верхнем положении);
- подготовить крепежные цепи на необходимый диаметр трубы (цепи роликовые предназначены для крепления машины «Волжанка-2» к трубе и служат для направления движения машины «Волжанка-2» по трубе);
- проверить и подготовить электрооборудование машины «Волжанка-2»;
- на трубу с помощью ленточного шаблона нанести мелом линию установки цепи и на расстоянии 30 мм от нее - место реза;
- установить машину «Волжанка-2» на отрезаемую трубу с таким расчетом, чтобы фреза располагалась над намеченным местом реза;
- машину установить краном грузоподъемностью не менее 0,5 тонны за кронштейн и ось натяжного механизма;
- наложить раскрытые цепи с двух сторон машины «Волжанка-2» на трубу, пропустить их через натяжные механизмы;
- соединить цепи замками, расположив последние с наружной стороны цепи;
- установить цепь крепления машины «Волжанка-2» по отшаблоненному месту, как можно точнее;
- вторую цепь установить параллельно первой. Параллельность цепей проверяется специальным шаблоном, поставляемым в комплекте. Пружинными натяжными механизмами путем проворачивания направляющего стакана создается необходимое натяжение цепей до тех пор, пока штифт 17 в удлиненном пазу направляющего стакана не установится на второй риске, нанесенной на стакане;
- установить электрощит управления на расстоянии не менее 30 м от места проведения работ;
- проверить силовые кабели на отсутствие внешних повреждений;
- подключить машину «Волжанка-2» согласно электрической схеме соединений;
- заземлить передвижную электростанцию, пульт управления и машину «Волжанка-2»;
- подготовить емкость с охлаждающей жидкостью вместимостью не менее 50 л для обеспечения постоянного охлаждения фрезы во время резки. Не допускается резка труб без охлаждающей жидкости. При отрицательных температурах воздуха в качестве СОЖ применять жидкость низкозамерзающую;
- включить электродвигатель, без включения автоматической подачи;
- убедившись в нормальном вращении фрезы. Направление вращение указано на предохранительном кожухе), включить подачу и проверить правильность сочетания направления вращения фрезы и подачи (подача должна осуществляться навстречу движения зуба фрезы (встречное фрезерование);
- выключить автоматическую подачу и электродвигатель;
- шлангом соединить емкость с СОЖ с кожухом фрезы;
- включить автомат защиты, расположенный в электрическом пульте управления;
- открыть подачу охлаждающей жидкости;
- включить электродвигатель;
- винтом врезки 12 произвести врезание фрезы на глубину до 16 мм;
- после сделанного реза включить подачу и пройти фрезой 50 мм;
- замерить глубину резания штангенциркулем;
- включить электродвигатель;
- включить автоматическую подачу;
- следить за постоянной подачей СОЖ для охлаждения фрезы. При работе труборезных машин необходимо следить за силовым кабелем, шунтирующими перемычками, для исключения повреждения их фрезой;
- после окончания работ необходимо полностью обесточить электрооборудование машины путем отключения автомата защиты и рассоединить соединения штепсельного разъема от предварительно отключенного пульта управления;
- демонтировать (извлечь) вырезанную катушку (арматуру);
- выполнить необходимые заключительные операции по ТО машин в соответствии с руководством по эксплуатации завода-изготовителя.
7.6.5 Порядок вырезки катушки трубопровода.
Порядок вырезки катушки трубопровода рассмотрен в подразделе 5.3 настоящей части документа
7.6.6 Действия при нештатных ситуациях
В случае внезапной остановки машины «Волжанка-2» во время работы, необходимо выключить автомат защиты, разъединить кабель соединяющий машину «Волжанка-2» с ящиком управления, затем производить работы связанные с ремонтом машины.
7.6.7 Хранение и транспортирование
Машины «Волжанка-2» должна храниться в закрытом не отапливаемом помещении или под навесом, предотвращающем попадание атмосферных осадков. Машина «Волжанка-2» может транспортироваться на любое расстояние, любым видом транспорта.
7.6.8 Меры безопасности при эксплуатации
К работе с машиной «Волжанка-2» допускаются лица мужского иола не моложе 18 лет, прошедшие обучение и инструктаж по безопасным методам и приемам работы и оказанию первой помощи при несчастных случаях. Они должны иметь квалификационную группу по электробезопасности не ниже второй по электроустановкам напряжением до 1000 В.
Для защиты персонала от поражения электрическим током при пробое изоляции электрофицированных механизмов и электроинструмента они должны быть оборудованы устройствами защитного отключения.
Работа машины «Волжанка-2» производится в соответствии с инструкцией завода-изготовителя и инструкцией по эксплуатации, утвержденной главным инженеров ОСТ.
При проведении работ с машиной «Волжанка-2» должен быть оформлен наряд-допуск на газоопасные работы.
При проведении работ по вырезке катушки машиной «Волжанка-2» необходимо осуществлять контроль газовоздушной среды в котловане. Для устранения загазованности должны применяться приточные вентиляторы с электродвигателями во взрывозащищенном исполнении, оснащенные прорезиненными рукавами для подачи свежего воздуха в рабочую зону котлована и обеспечивающие восьми кратный обмен.
Запрещено нахождение техники и персонала не задействованных в работе не ближе 100 м от места работ.
При проведении работ с машиной «Волжанка-2» необходимо следить за состоянием стенок котлована. В случае появления продольных трещин или иных угрожающих факторов немедленно покинуть рабочий котлован.
При работе фрезы защитный кожух фрезы должен быть опущен и зафиксирован.
7.7 Машины МРТ 325-1420 «Волжанка-3» и МРТ 1067-1220 «Волжанка-ЗМ»
7.7.1 Описание машины для безогневой резки труб МРТ 325-1420 «Волжанка-3»
Изображение машины для безогневой резки труб МРТ 325-1420 «Волжанка-3» (далее - машина «Волжанка-3») приведено на рисунке 7.8.
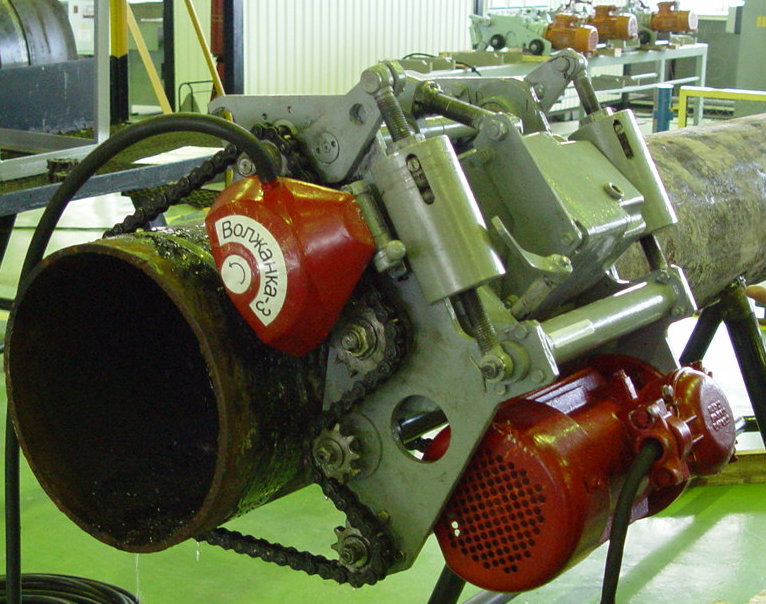
Рисунок 7.8 – Машина для безогневой резки труб МРТ 325-1420 «Волжанка-3»
Машина «Волжанка-3» предназначена для резки труб диметром от 325 до 1420 мм с -помощью специального лезвийного инструмента. При работе машина «Волжанка-3» обеспечивает вырезку поврежденных участков трубопроводов и линейной арматуры при истечении нефти/нефтепродукта без избыточного давления. Машина «Волжанка-3» эксплуатируется в условиях умеренного климата (климатическое исполнение У, категория размещения I по ГОСТ 15150).
Основные технические характеристики машины «Волжанка-3» приведены в таблице 7.10.
Таблица 7.10 – Основные технические характеристики машины «Волжанка-3»
| № п/п | Наименование параметра | Значение | |
| Частота вращения режущего инструмента, об/мин, не более | |||
| Подача режущего инструмента, мм/мин | 27±3,0 | ||
| Время реза трубы (при толщине стенки до 16 мм) в зависимости от диаметра, мин, не более | |||
7.7.2 Описание машины для безогневой резки труб с электрическим приводом МРТ 1067-1220 «Волжанка-ЗМ»
7.7.2.1 Основные технические характеристики машины для безогневой резки труб с электрическим приводом МРТ 1067-1220 «Волжанка-ЗМ» (далее - машина «Волжанка-ЗМ») приведены в таблице 7,11
Таблица 7.11 – Основные технические характеристики машины «Волжанка-ЗМ»
| № п/п | Наименование параметра | Значение | ||
| Частота вращения режущего инструмента, об/мин, не более | ||||
| Подача режущего инструмента, мм/мин | 27±3,0 | |||
| Время реза трубы (при толщине стенки до 30 мм), в зависимости от диаметра, мин, не более | ||||
| Глубина резания максимальная (за один проход), мм | отрезной фрезой 160x4,5 | |||
| фасонной фрезой 135 х2 5 | ||||
| Несовпадение контура реза при использовании направляющих, мм | отрезной фрезой 160x4,5 | |||
| фасонной фрезой 135 х25 | ||||
| Тип привода машины | электрический | |||
| Электрическая сеть | 380 В ±10%; 50 Гц | |||
| Электродвигатель во взрывозашдщ енном исполнении | АИМЛ80В2УХЛ2 М301 | |||
| Мощность, кВт | 2,2 | |||
| Номинальная частота вращения вала, об/мин | ||||
| Габаритные размеры машины, мм, не более | длина | |||
| ширина | ||||
| высота | ||||
| Габаритные размеры пульта управления, мм, не более | длина | |||
| высота | ||||
| ширина | ||||
| Масса машины, кг, не более | по | |||
| Масса пульта управления, кг, не более | ||||
| Расход СОЖ (при условии реза трубы 1220), л/рез | ||||
7.7.2.2 Назначение
Машина «Волжанка-ЗМ» предназначена для резки труб диметром от 1067 до 1220 мм с помощью специального лезвийного инструмента за один проход (при резании трубы с толщиной стенки до 15 мм используется фасонная фреза 135x25, при толщине стенки свыше 15 мм - дисковая отрезная фреза 160x4,5).
При работе машина «Волжанка-ЗМ» обеспечивает вырезку поврежденных участков трубопроводов и линейной арматуры, а также фасонных изделий (тройники, отводы и т.д.) после опорожнения от нефти/нефтепродукта без избыточного давления.
Машина «Волжанка-ЗМ» эксплуатируется в условиях умеренного и холодного климата климатическое исполнение УХЛ категория размещения I по ГОСТ 15150.
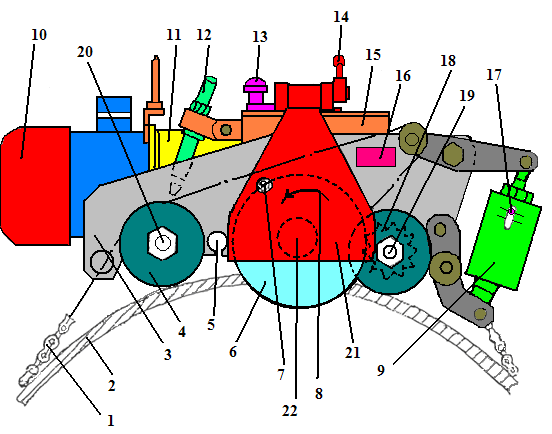
7.7.2.3 Конструкция
Машина «Волжанка-ЗМ» (рисунок 7.9) состоит из электродвигателя, редуктора, тележки, фрезы фасонной конусной, цепей для крепления машины «Волжанка-ЗМ» к трубе, пульта управления с кабелем, ключа торцового, шаблона для установки машины «Волжанка-ЗМ» на цепи.
Машина «Волжанка-ЗМ» содержит тележку 1, привод режущего инструмента, состоящий из двигателя 2, ременной передачи 3, редуктора 4, цилиндрической зубчатой передачи 5, приводного вала 6 с установленным на нем режущим инструментом 7; привод подачи, включающий планетарный редуктор 8, на ведомом валу 9 которого установлена приводная звездочка 10, находящаяся в зацеплении с неподвижной цепью 11.
Ведущий вал планетарного редуктора соединен с ведомым валом редуктора 4 и установлен на одной геометрической оси, являющейся осью поворота при врезании инструмента, а центральные колеса 12 и 13 редуктора подач установлены соосно. Механизм включения подачи инструмента выполнен в виде тормоза, который состоит из хомута 14, охватывающего наружную поверхность центрального колеса 13 планетарного редуктора 8, и винта 15. Механизм врезания инструмента состоит из винта 17, соединенного с корпусом 16, и гайки 18, опирающейся на стяжку 19 тележки 1. Корпус 16 привода имеет цапфы 20 и 21, которые опираются на втулки 22 и 23, установленные в корпусе тележки 1.
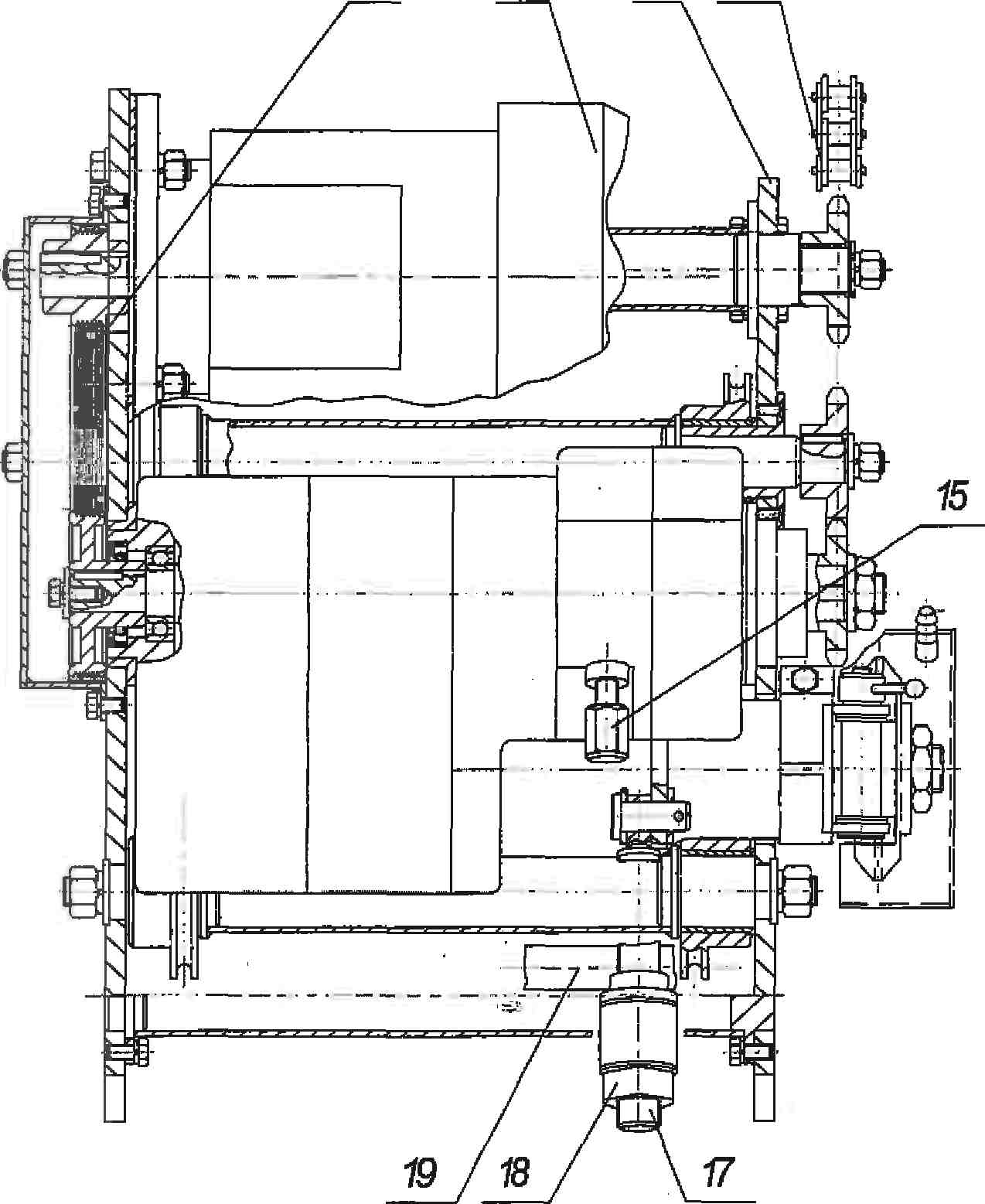
а) конструкция МРТ 1067-1220 «Волжанка-ЗМ»
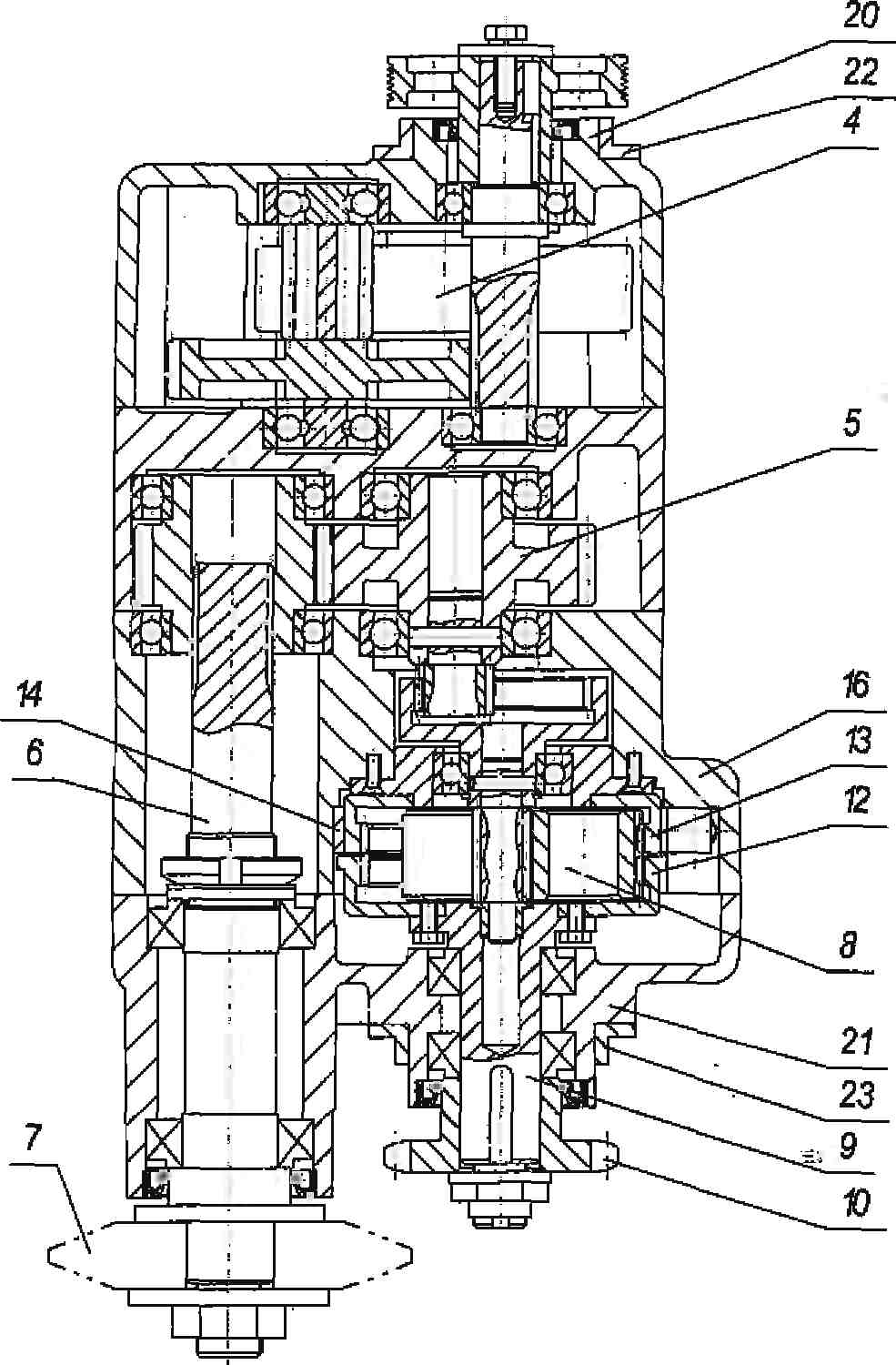
б) конструкция редуктора привода МРТ 1067-1220 «Волжанка-ЗМ»
1 – тележка
2 – двигатель
3 – ременная передача
4 – редуктор
5 – цилиндрическая зубчатая передача
6 – приводной вал
7 – режущий инструмент
8 – планетарный редуктор
9 – ведомый вал
10 – приводная звездочка
11 – неподвижная цепь
12,13 – центральные колеса
14 – хомут
15 – винт
16 – корпус
17 – винт
18 – гайка
19 – стяжка
20, 21 – цапфы
22, 23 – втулки
Рисунок 7.9 – Машина для безогневой резки труб с электрическим приводом
МРТ 1067-1220 «Волжанка-ЗМ»
7.7.2.4 Описание работы
Вращение от вала двигателя 2 через ременную передачу 3 передается на ведущий вал редуктора 4, от ведомого вала редуктора через повышающую цилиндрическую зубчатую передачу 5 — на приводной вал 6 и установленный на нем режущий инструмент (фрезу) 7.
Врезание режущего инструмента производится винтовым механизмом врезания 17, 18, путем поворота устройства на цапфах 20 и 21, установленных во втулках 22 и 23 корпуса тележки 1.
Подача инструмента (перемещение тележки 1 по трубе) производится приводом подач, который приводится в движение от ведомого вала редуктора 4 привода вращения инструмента.
Вращение от этого вала передается на ведущий вал планетарного редуктора 8.
При заторможенном центральном колесе 13 вращение передается ведомому валу 9 и установленную на нем приводную звездочку 10.
Звездочка 10, находясь в зацеплении с неподвижной цепью 11, охватывающей нарезаемую трубу, приводит в движение тележку 1 и вместе с ней - режущий инструмент 7.
Торможение центрального колеса 13 планетарного редуктора 8 производится тормозом 14 путем завинчивания винта 15 его привода, при этом закрепленный конец хомута остается неподвижным, а свободный конец - натягивается и за счет сил трения обеспечивает торможение (остановку) центрального колеса 13.
При отвинчивании винта 15 происходит растормаживание центрального колеса 13, оно начинает вращаться относительно корпуса 16, передача вращения к приводной звездочке 10 прекращается, в результате тележка 1 останавливается, подача инструмента 7 прекращается.
При заклинивании режущего инструмента 7 или приводного вала 6 начинается буксование ременной передачи 3, передача момента режущему инструменту прекращается, что предупреждает поломку деталей привода.
При заклинивании приводной звездочки 10 или вала Нецентральное колесо 13, преодолев силы трения в тормозе 14, начинает вращаться, передача момента прекращается, что предупреждает поломку деталей привода подач и привода вращения инструмента Подача охлаждающей жидкости на режущий инструмент осуществляется шлангом из бачка.
Для резки труб с большой точностью схождения реза предусмотрены направляющие, а на машине установлены, на стороне противоположной режущему инструменту, колеса с желобами для движения по направляющей, которая крепится на трубе с противоположной стороны от фрезы.
7.7.3 Пульт управления
Пульт управления предназначен для управления работой электродвигателя и представляет собой шкаф, содержащий пусковую, защитную арматуру, с вьшесенным наружу кнопочным блоком, выполненным во взрывозащищенном исполнении.
7.7.4 Меры безопасности при эксплуатации машин «Волжанка-3» и «Волжанка-ЗМ»
К работе с машинами «Волжанка-3» и «Волжанка-ЗМ» допускаются лица мужского пола не моложе 18 лет, прошедшие обучение и инструктаж по безопасным методам и приемам работы и оказанию первой помощи при несчастных случаях. Они должны иметь квалификационную группу по электробезопасности не ниже второй по электроустановкам напряжением до 1000 В.
Для зашиты персонала от поражения электрическим током при пробое изоляции . электрофицированных механизмов и электроинструмента они должны быть оборудованы устройствами защитного отключения.
Работа машин «Волжанка-3» и «Волжанка-ЗМ» производится в соответствии с инструкцией завода-изготовителя и инструкцией по эксплуатации утвержденной главным инженеров ОСТ.
При проведении работ с машинами «Волжанка-3» и «Волжанка-ЗМ» должен быть оформлен наряд-допуск на газоопасные работы.
При проведении работ по вырезке катушк» машинами «Волжанка-3» и «Волжанка-ЗМ» необходимо осуществлять контроль газовоздушной среды в котловане. Для устранения загазованности должны применяться приточные вентиляторы с электродвигателями во взрывозащшценном исполнении, оснащенные прорезиненными рукавами для подачи свежего воздуха в рабочую зону котлована и обеспечивающие восьмикратный обмен.
Запрещено нахождение техники и персонала, не задействованных в работе, ближе 100 м от места работ.
При проведении работ с машинами «Волжанка-3» и «Волжанка-ЗМ» необходимо следить за состоянием стенок котлована. В случае появления продольных трещин или иных угрожающих факторов следует немедленно покинуть рабочий котлован.
При работе фрезы защитный кожух фрезы должен быть опущен и зафиксирован.
7.8 Герметизатор «Кайман»
Дата добавления: 2018-06-28; просмотров: 3466;