Конструкции легких ферм
8.6.1. Общие требования к конструированию.Чтобы избежать дополнительных напряжений от расцентровки осей стержней в узлах, необходимо стремиться центрировать стержни в узлах по осям, проходящим через их центры тяжести (с округлением до 5 мм). Узловые моменты, являющиеся следствием расцентровки стержней в узлах, определяются как произведение нормальных усилий стержней и внешних узловых сил на их плечи до точки пересечений осей двух раскосов (рис. 8.17).
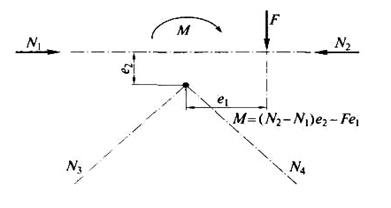
Рис. 8.17. Определение дополнительных моментов от расцентровки узлов
Момент М= (N2- N1)e2- Fe1 распределяется между элементами фермы, сходящимися в узле, пропорционально их погонным жесткостям. Если жесткость элементов решетки по сравнению с поясом мала, то момент в основном воспринимается поясом фермы. При постоянном сечении пояса и одинаковых панелях момент в поясе Мп = М/2.
Резку стержней решетки производят, как правило, нормально к оси стержня; для крупных стержней допускают косую резку в целях уменьшения размеров фасонок. Чтобы уменьшить сварочные напряжения в фасонках, стержни решетки не доводятся до поясов на расстояние а = 6t- 20 мм, но не более 80 мм (здесь t - толщина фасонки в мм). Между торцами стыкуемых элементов поясов ферм, перекрываемых накладками, следует оставлять зазор не менее 50 мм.
Толщину фасонок выбирают в зависимости от действующих усилий (табл. 8.2) и принятой толщины сварных швов. При значительной разнице усилий в стержнях решетки можно принимать две толщины в пределах отправочного элемента. Допустимая разница толщин фасонок в смежных узлах равна 2 мм.
Размеры фасонок определяются необходимой длиной швов крепления элементов. Необходимо стремиться к простейшим очертаниям фасонок, чтобы упростить их изготовление и уменьшить количество обрезков. Целесообразно унифицировать размеры фасонок и иметь на ферму не более одного-двух типоразмеров. Стропильные фермы пролетом 18-36 м разбивают на два отправочных элемента с укрупнительными стыками в средних узлах. Стыки целесообразно для удобства укрупнительной сборки и изготовления проектировать так, чтобы правая и левая полуфермы были взаимозаменяемыми.
При проектировании ферм со стержнями из широкополочных двутавров и тавров, из замкнутых гнутосварных профилей или из круглых труб надо пользоваться специальными руководствами, разработанными различными организациями (ЦНИИ Проектстальконструкция им. Н.П.Мельникова, ЦНИИСК им. В.В.Кучеренко и др.).
8.6.2. Фермы из одиночных уголков. Влегких сварных фермах из одиночных уголков узлы можно проектировать без фасонок и стержни решетки приваривать непосредственно к полке поясного уголка угловыми швами (рис. 8.18).
Таблица 8.2
Рекомендуемая толщина фасонок
| Максимальное усилие в стержнях решетки, кН | До | 160- | 260- | 410- | 610- | 1010- | 1410- | Более |
| Толщина фасонки, мм |
Оси центров тяжести элементов фермы лежат в разных плоскостях, в результате чего в узле фермы появляется крутящий момент. Для его снижения целесообразно прикреплять решетки к внутренней грани полки пояса (рис. 8.18 б).
Для повышения жесткости узла может быть поставлена дополнительная планка 1. Уголки следует прикреплять обваркой по контуру. Допускается приварка уголка одним фланговым швом (у обушка) и лобовыми швами, а также центровка осей стержней решетки на обушок пояса (рис. 8.18 а). Если для прикрепления стержней решетки непосредственно к полке поясов не хватает места, то к полке пояса приваривают планку (рис. 8.18 б), создающую в узле необходимое уширение. Швы, прикрепляющие уголок, рассчитывают в соответствии с методиками расчета угловых швов.
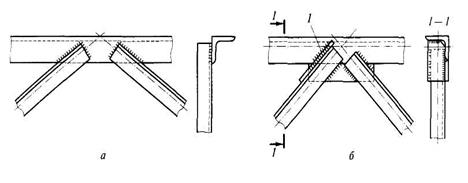
Рис. 8.18. Узлы ферм из одиночных уголков: а - бесфасоночный;
б - с дополнительными фасонками
8.6.3. Фермы из парных уголков. Вфермах со стержнями из двух уголков, составленных тавром, узлы проектируют на фасонках, которые заводят между уголками. Стержни решетки прикрепляют к фасонке флаговыми швами (рис. 8.19). Усилие в элементе распределяется между швами по обушку и перу уголка обратно пропорционально их расстояниям до оси стержня. Разность площадей швов регулируется толщиной и длиной швов. Концы фланговых швов для снижения концентрации напряжений заводят на торцы стержня на 20 мм.
К поясу фасонки рекомендуется прикреплять сплошными швами минимальной толщины. Фасонки выпускают за обушки поясных уголков на 10-20 мм.
Швы, прикрепляющие фасонку к поясу, при отсутствии узловых нагрузок рассчитывают на разность усилий в смежных панелях пояса (рис. 8.19 в):
N=N2-N1 (9.17)
В месте опирания на верхний пояс прогонов или кровельных плит (рис. 8.19 в, г) фасонки не доводят до обушков поясных уголков на 10-15 мм.
Чтобы прикрепить прогоны, к верхнему поясу фермы приваривают уголок с отверстиями для болтов (см. рис. 8.19, в). В местах опирания крупнопанельных плит верхний пояс стропильных ферм усиливают накладками t= 12 мм, если толщина поясных уголков менее 10 мм при шаге ферм 6 м и не менее 14 мм при шаге ферм 12 м.
Во избежание ослабления сечения верхнего пояса не следует приваривать накладки поперечными швами.
Если к узлу приложена сосредоточенная нагрузка (см. рис. 8.19, в), то швы, прикрепляющие фасонку к поясу, рассчитывают на совместное действие продольного усилия (от разницы усилий в поясах) и сосредоточенной нагрузки.
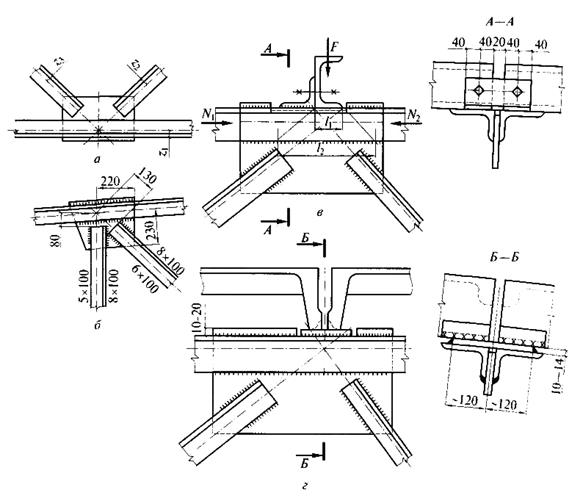
Рис. 8.19. Узлы ферм из парных уголков:
а - центрирование стержней; б - узел при раскосной решетке; в - прикрепление прогонов; г - прикрепление крупнопанельных плит
Условно усилие F-передается на участки швов l1 и l2 (рис. 8.19 в). Напряжения в швах от этого усилия
τ wF = F/ [β fkf(l1 + l2 )]; (8.18)
от продольного усилия
τ wN-=N/( β fkf ∑lw), (8.19)
где ∑lw - суммарная длина швов крепления пояса к фасонке.
Прочность шва проверяется на совместное действие усилий по формуле
τ w = √ τ2wF + τ2wN ≤ Rwfγwfγc. (8.20)
Аналогично проверяется прочность соединения по границе сплавления.При расчете узлов обычно задаются значением kf, определяют требуемую длину шва.
Фасонки ферм с треугольной решеткой следует конструировать прямоугольного очертания, а с раскосной решеткой - в виде прямоугольной трапеции. Такие фасонки вырезают из листа с минимальным количеством отходов и наименьшей длиной резов.
Для обеспечения плавной передачи усилия и снижения концентрации напряжений угол между краем фасонки и элементом решетки должен быть не менее 15° (рис. 8.19 в).
Стыки поясов необходимо перекрывать накладками, выполненными из уголков (при одинаковой толщине поясов) или листов (рис. 8.20). Площадь сечения стыковых элементов должна быть не меньше площади сечения стыкуемых элементов. Уголки, перекрывающие стыки пояса, принимаются того же калибра, что и поясные. Для того чтобы прикрепить уголковую накладку, приходится срезать обушок и вертикальную полку уголка. Уменьшение его площади сечения компенсируется фасонкой.
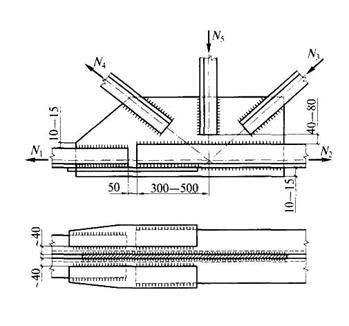
Рис. 8.20. Стык пояса с изменением сечения
При установке листовых накладок в работу включается фасонка. Центр тяжести сечения в месте стыка не совпадает с центром тяжести сечения пояса, и оно работает на внецентренное растяжение (или сжатие). Для облегчения работы фасонок стык пояса желательно вынести за пределы узла.
Крепление накладок к поясным уголкам целесообразно рассчитать из условия равнопрочности на полное усилие, которое может выдерживать накладка.
Для обеспечения совместной работы уголков их соединяют прокладками.
Расстояние между прокладками должно быть не более 40i для сжатых элементов и 80i для растянутых, где i - радиус инерции одного уголка относительно оси, параллельной прокладке. При этом в сжатых элементах ставится не менее двух прокладок. Если уголки не соединены прокладками, то при расчете каждый уголок рассматривают отдельно, а его гибкость определяют исходя из минимального для одного уголка радиуса инерции imin.
Решения укрупнительного узла ферм при их поставке из отдельных отправочных элементов показаны на рис. 8.21 и 8.22. Приведенные решения обеспечивают сборку конструкции из двух симметричных взаимозаменяемых полуферм.
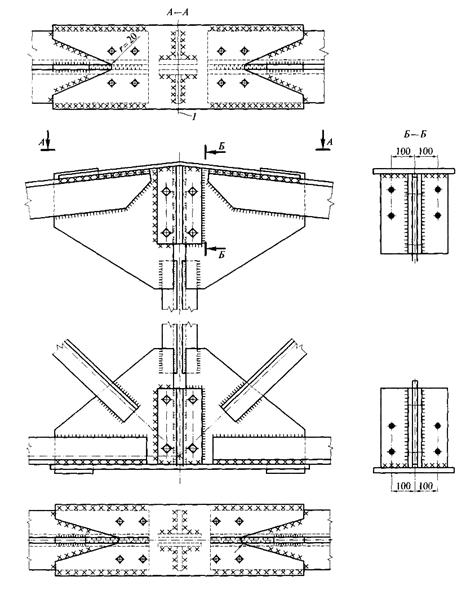
Рис. 8.21. Укрупнительный стык стропильной фермы из парных уголков на сварке
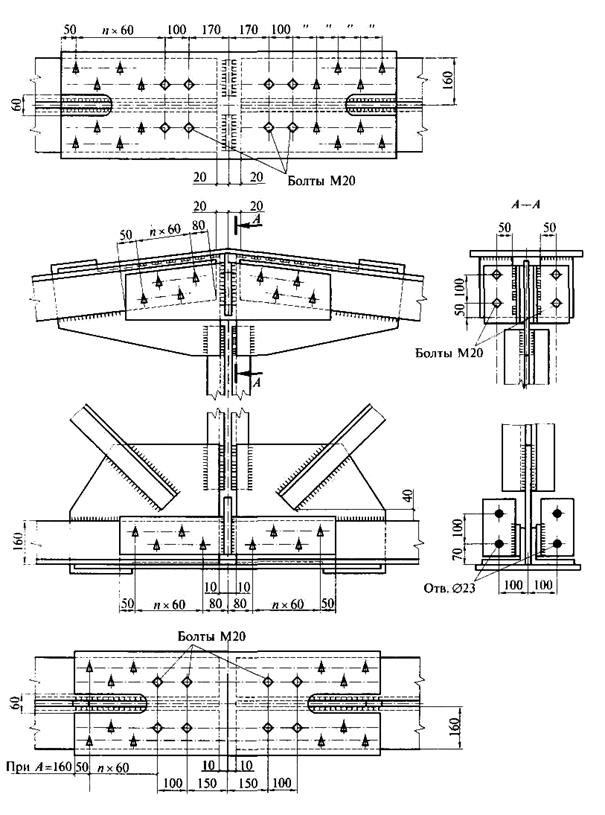
Рис. 8.22. Укрупнительный стык стропильной фермы из парных уголков на болтах
При свободном опирании ферм на нижележащую конструкцию возможное решение опорного узла показано на рис. 8.23. Давление фермы FR через плиту передается на опору. Площадь плиты Апл определяется по несущей способности материала опоры:
Апл≥FR/Rm, (8.21)
где Rm - расчетное сопротивление материала опоры на сжатие.
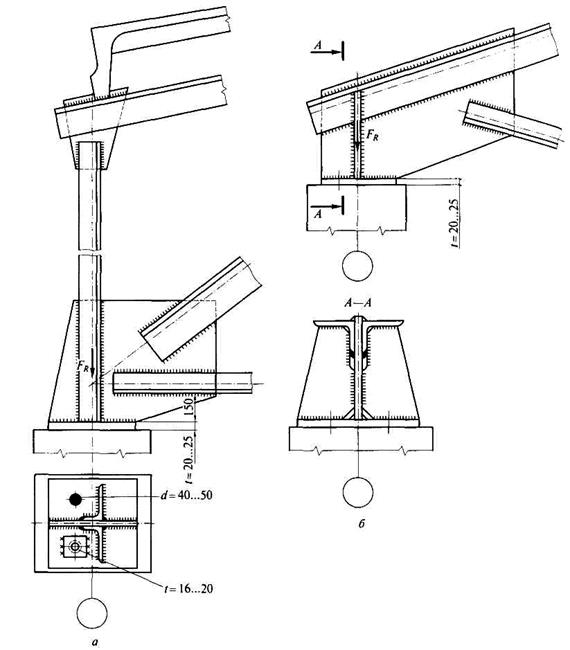
Рис.8.23. Опорные узлы ферм из парных уголков: а – опирание на уровне нижнего пояса; б – то же, верхнего пояса
Плита работает на изгиб от отпора материала опоры аналогично плите базы колонны.
Давление фермы на опорную плиту передается через фасонку и опорную стойку, образующие жесткую опору крестового сечения. Оси пояса и опорного раскоса центрируют на ось опорной стойки. Таким образом, опорная реакция фермы проходит через центр жесткого креста.
Швы, приваривающие фасонку и опорную стойку к плите, рассчитывают на опорную реакцию:
FR/(kf ∑lw)≤ (Rwβ)minγc. (8.22)
Если торцы фасонки и опорной стойки фрезеруются, то усилие на плиту передается за счет плотного касания (смятия), и швы являются конструктивными.
В опорной плите устраивают отверстия для анкеров. Для компенсации возможного несовпадения анкерных болтов и отверстий диаметр отверстия делают в 2-2,5 раза больше диаметра анкеров, а шайбы анкерных болтов приваривают к плите.
Для удобства сварки и монтажа узла расстояние между нижним поясом и опорной плитой принимают обычно не менее 150 мм.
Аналогично конструируется опорный узел при опирании фермы в уровне верхнего пояса (рис. 8.23 б).
8.6.4. Фермы с поясами из широкополочных тавров с параллельными гранями полок.Тавры с параллельными гранями полок получают путем продольного роспуска широкополочных двутавров. Тавры применяются в поясах ферм, решетка выполняется из спаренных или одиночных прокатных или гнутых уголков. По сравнению с фермами со стержнями из парных уголков фермы с поясами из тавров экономичнее по расходу металла на 10-12 %, по трудоемкости на 15-20 % и по стоимости на 10-15 %. Экономия достигается за счет уменьшения числа деталей, размеров фасонок и длины сварных швов.
При небольших усилиях в раскосах швы их крепления к поясу могут быть размешены на стенке тавра (рис. 8.24 а). При больших усилиях (опорный и соседний с ним раскосы) для обеспечения необходимой длины швов приходится приваривать к стенке тавра узловую фасонку той же толщины (рис. 8.24 б). Стыковой шов соединения фасонки со стенкой тавра рассчитывается на срез от усилия, равного разности усилий в примыкающих панелях пояса.
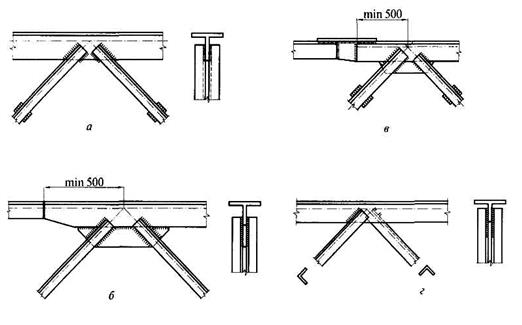
Рис. 8.24. Узлы ферм с поясами из тавров:
а - узел без фасонки; б - узел с дополнительной фасонкой и изменением сечения пояса встык; в - узел с изменением сечения пояса с помощью накладки и вставки; г - узел фермы с перекрестной решеткой из уголков
Изменение сечения пояса может быть осуществлено встык (рис. 8.24 б)или с помощью листовой вставки и накладки (рис. 8.24 в).
Укрупнительные стыки отправочных марок выполняются на сварке или высокопрочных болтах (рис. 8.21 и 8.22).
Высокие экономические показатели имеют фермы с поясами из тавров и перекрестной решеткой из одиночных уголков. Раскосы из одиночных уголков удается, как правило, прикрепить к стенке тавра без дополнительных фасонок (рис. 8.24 г). В месте пересечения раскосы соединяются на сварке или с помощью болта. Растянутый раскос препятствует потере устойчивости сжатого и уменьшает его расчетную длину как в плоскости, так и из плоскости фермы в 2 раза.
8.6.5. Фермы из труб.Узловые сопряжения трубчатых ферм должны обеспечивать герметизацию внутренней полости ферм, чтобы предотвратить возникновение там коррозии.
В трубчатых фермах наиболее рациональны бесфасоночные узлы с непосредственным примыканием стержней решетки к поясам (рис. 8.25 а). При выполнении фигурной резки концов специальными машинами узлы с непосредственным примыканием дают высококачественное соединение с минимальной затратой труда и материала. Стержни центрируют, как правило по геометрическим осям. При неполном использовании несущей способности поясной трубы допускается эксцентриситет не более одной четверти диаметра поясной трубы.
Расчет узлового сопряжения с непосредственным примыканием стержней решетки к поясам является теоретически сложной задачей, относящейся к области расчета пересекающихся цилиндрических оболочек.
Напряжения по длине шва распределяются неравномерно и зависят от отношения диаметров соединяемых труб, толщины стенки поясной трубы, угла сопряжения труб, прочностных характеристик материала поясной трубы и т.п.
Форма сварного шва без снятия фаски получается переменной по длине линии соединения труб. При остром угле примыкания шов приближается к угловому, при тупом - к стыковому.
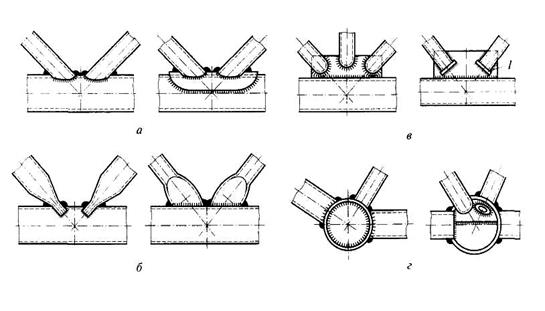
Рис. 8.25. Узлы трубчатых ферм:
а - с непосредственным примыканием; б - со сплющиванием концов стержней; в - на фасонках; г - со вставками; 1 - заглушка
В результате снятия фаски с переменным углом ее наклона по длине реза торца трубы сварной шов на большей части своего протяжения может рассматриваться как стыковой.
Прочность шва, прикрепляющего трубчатый стержень решетки, можно проверить в запас прочности по формуле
N/(0,85kflw≤(Rwβ)minγc (8.23)
где 0,85 - коэффициент условия работы шва, учитывающий неравномерность распределения напряжения по длине шва; lw - длина шва, определяемая по формуле
lw = 0,5πdξ[1,5(1 + cosec α) - √ cosec α]. (8.24)
Значение коэффициента ξ, зависящего от соотношения диаметров труб, приведены в табл. 8.3.
Таблица 8.3
Значения коэффициента ξ
| d/D | 0,2 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 0,85 | 0,9 | 0,95 | 1,0 |
| ξ | 1,00 | 1,01 | 1,02 | 1,03 | 1,04 | 1,05 | 1,06 | 1,08 | 1,12 | 1,22 |
При недостаточной толщине пояса его можно усилить накладкой (рис. 8.25 а). Накладки вырезают из трубы того же диаметра, что и пояс, или выгибают из листа толщиной не менее одной и не более двух толщин стенки поясной трубы.
Если в узлах трубчатые стержни решетки пересекаются между собой, растянутый раскос целесообразно приваривать к поясу по всему контуру сечения, а сжатый раскос или стойку частично прирезать и приваривать к растянутому. Следует иметь в виду, что прирезка сжатого стержня усложняет обработку, а закрытая часть сварного шва (перекрываемая сжатым раскосом) недоступна для осмотра. Можно избежать прирезки к раскосам сжатой стойки устройством специального столика.
При передаче на пояса ферм сосредоточенных нагрузок (от массы кровли, подвесного транспорта и т.п.) необходимо предусматривать детали для приложения этих нагрузок симметрично относительно осевой плоскости фермы вдоль боковых участков стенки поясной трубы.
Укрупнительное соединение стропильных ферм в коньковом узле рекомендуется выполнять с центрирующей прокладкой, расположенной между фланцевыми заглушками.
Если нет станков для фигурной обработки торцов трубы, узлы трубчатых ферм можно выполнять со сплющиванием концов стержней решетки (рис. 8.25 б), а в исключительных случаях - на фасонках (рис. 8.25 в). Сплющивание концов допустимо лишь для труб из низкоуглеродистой или другой пластичной стали.
Узлы в местах перелома оси пояса, а также при большом числе сходящихся стержней можно в отдельных случаях выполнять с цилиндрическими или многоугольными узловыми вставками (рис. 8.25 г). При пространственном узле вставка делается шаровой.
Соединять трубы одинакового диаметра рационально встык на остающемся подкладном кольце (рис. 8.26 а).
Расчет такого соединения на растяжение и сжатие производят по формуле
N/(nDcpt)≤(R w^β)minγc, (8.25)
где Dcp- средний диаметр трубы с меньшей толщиной стенки; t - меньшая толщина стенки соединяемых труб.
Стыковое соединение получается равнопрочным с основным металлом при расчетном сопротивлении наплавленного металла не ниже расчетного сопротивления материала труб для сталей, неразупрочняемых при сварке.
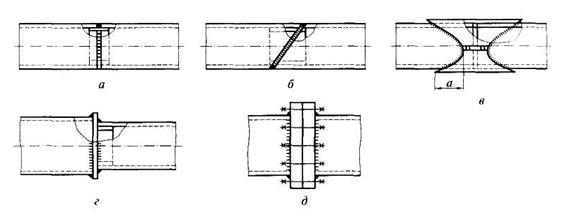
Рис. 8.26. Стыковые соединения труб:
а - прямой с подкладным кольцом; б - то же, косой; в - с наружными накладками; г - сварной через торцевой фланец; д - болтовое фланцевое
При более низком расчетном сопротивлении наплавленного металла стыковое соединение на подкладном кольце можно выполнять косым швом (рис. 8.26 б).
Если невозможно обеспечить достаточную точность подгонки труб для сопряжения встык и равнопрочность сварного шва, стыковые соединения труб равных диаметров можно выполнять с помощью парных кольцевых накладок, гнутых из листа или вырезаемых из трубы того же или несколько большего диаметра (рис. 8.26 в). Фигурные вырезы накладок позволяют увеличить длину шва для получения соединения, равнопрочного с основным металлом. Толщину накладок и сварного шва рекомендуется принимать на 20%больше толщины стыкуемых труб.
Длина сварного шва при накладках с фигурными вырезами приближенно определяется по формуле
t w= 2n√а2+(πD/2n)2, (8.26)
где а - размер лепестка (глубина фигурного выреза накладки вдоль оси трубы); п - число лепестков по периметру трубы.
Стыковые соединения труб разных диаметров, работающие на сжатие, а также соединения в местах перелома оси пояса могут выполняться с помощью торцевых прокладок (рис. 8.26 г). На монтаже часто применяются фланцевые соединения на болтах (рис. 8.26 д).
Примеры решения опорных узлов ферм приведены на рис. 8.27.
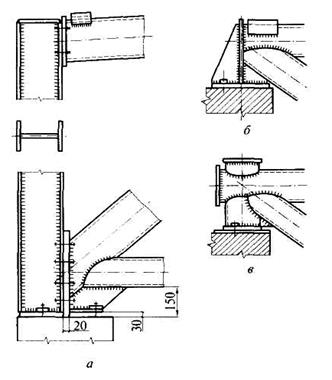
Рис. 8.27. Опорные узлы трубчатых ферм: а - через опорные фланцы;
б и в -при шарнирном опираниифермы
8.6.6. Фермы из гнутых профилей.Фермы из гнутосварных замкнутых профилей (ГСП). Проектируют с бесфасоночными узлами (рис. 8.28). Для упрощения конструкции узлов следует принимать треугольную решетку без дополнительных стоек, при которой в узлах к поясам примыкает не более двух элементов.
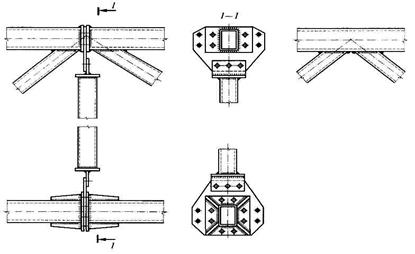
Рис. 8.28. Узлы ферм из гнутозамкнутых профилей
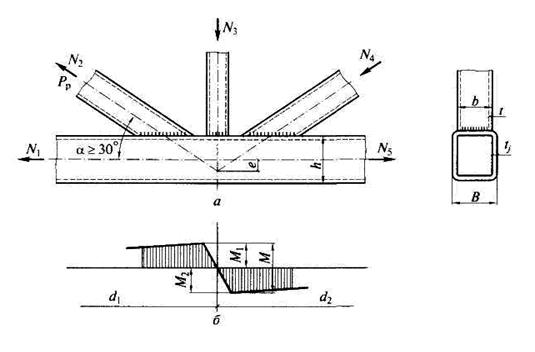
Рис. 8.29. Узел с расцентровкой осей стержней: а - схема узла;
б - распределение моментов в поясе
Толщину стенок стержней ферм рекомендуется принимать не менее 3 мм. В одной ферме не должны применяться профили одинаковых размеров сечения, отличающиеся толщиной стенок менее чем на 2 мм.
Ширину стержней решетки bр (из плоскости конструкции) следует принимать возможно большей, но не более В - 3(tп + tр) из условия наложения продольных сварных швов и не менее 0,6 поперечного размера пояса В (tп, tp - толщина пояса и решетки).
Углы примыкания раскосов к поясу должны быть не менее 30° для обеспечения плотности участка сварного шва со стороны острого угла. Следует избегать пересечения стержней решетки в узлах во избежание двойной резки концов стержней.
Для свободного размещения стержней решетки на уровне примыкания их к поясу иногда приходится нарушать центрацию элементов (рис. 8.29).
Если эксцентриситет е>0,025h, то при расчете следует учитывать узловой момент М = (N5- N1)·e. Гибкость стержней решетки в плоскости фермы значительно больше гибкости пояса, поэтому узловой момент воспринимается в основном поясом.
Приближенно моменты в поясе можно определить по формулам:
M1 = (d2/(d1 + d2))M; (8.27)
М2 = (d1/( d1 + d2))M, (8.28)
где d1, d2 - длины панелей, примыкающих к узлу.
Заводские стыки стержней рекомендуется выполнять сваркой встык на остающейся подкладке, а монтажные стыки - фланцевыми на болтах.
Сварные швы, прикрепляющие стержни решетки к полкам поясов с полным проплавлением стенки профиля, рассчитывают как стыковые.
Фермы из открытых гнутых профилей. Узлы ферм из легких гнутых профилей во многих случаях также могут выполняться без фасонок.
При поясе фермы коробчатого сечения и раскосах из двух ветвей, соединенных планками, раскосы примыкают с двух сторон внахлестку к поясу и привариваются фланговыми швами (рис. 8.30 а). Если высота пояса недостаточна, то к нему в двух плоскостях стыковыми швами приваривают фасонки, к которым прикрепляют стержни решетки (рис. 8.30 б). Решение опорного узла показано на рис. 8.30 в.
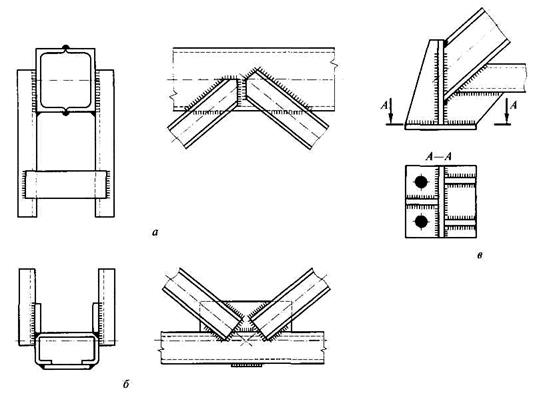
Рис.8.30. Узлы ферм из открытых гнутых профилей:
а и б - промежуточный поясной узел; в - опорный
8.7. Оформление рабочего чертежа легких ферм (КМД) КМД -стадия разработки проекта (чертежей) конструкция металлическая деталировочная. На деталировочном (рабочем) чертеже показывают фасад отправочного элемента, планы верхнего и нижнего поясов, вид сбоку и, если необходимо, разрезы. Узлы вычерчивают на фасаде, причем для ясности чертежа узлы и сечения стержней вычерчивают в масштабе 1:10 на схеме осей фермы, вычерченной в масштабе 1:20 - 1:30 (рис.8.31).
В легких фермах отправочным элементом является или вся ферма целиком, или, если ферма в целом виде не транспортабельна, ее часть (в фермах пролетом 24-36 м обычно половина фермы).
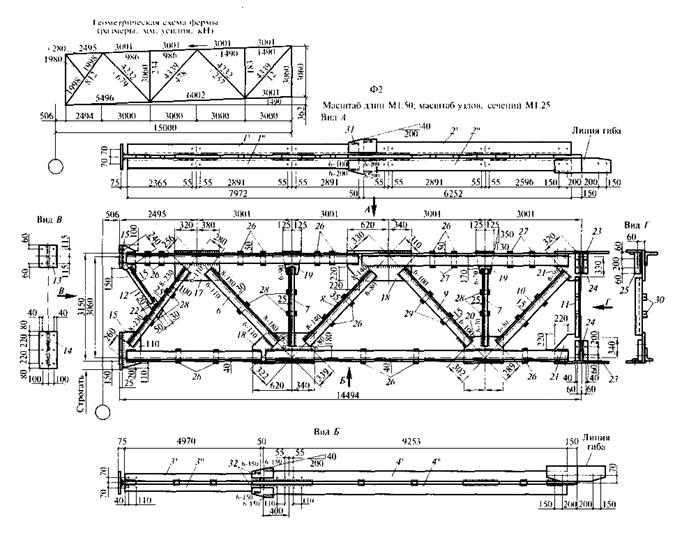
Рис.8.31. Отправочная марка фермы Ф-2
Основными размерами узла в сварных фермах являются расстояния от центра узла до торцов прикрепляемых стержней решетки и до края фасонки (рис. 8.32). По этим расстояниям определяется требуемая длина стержней решетки, которая обычно назначается кратной 10 мм, и размеры фасонок. На чертеже указываются размеры сварных швов и расположение отверстий для болтов.
На деталировочном чертеже размещается спецификация деталей (по установленной форме) для каждого отправочного элемента и таблица заводских швов или болтов.
При проектировании сварных швов узлов ферм необходимо обеспечивать минимальное расстояние между соседними швами не менее пяти толщин соединяемых элементов для исключения теплового влияния соседнего шва на металл ранее выполненного.
В примечаниях указываются особенности изготовления конструкции, неясные из чертежа.
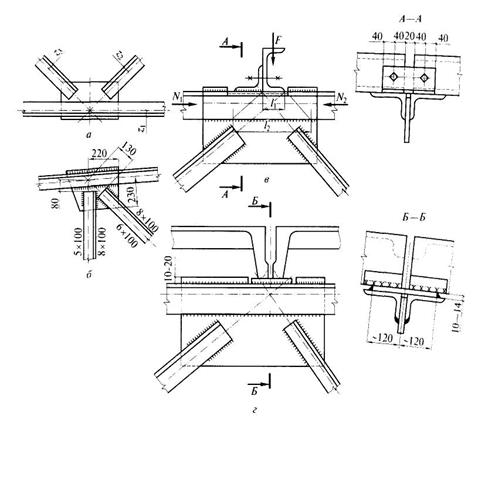
Рис.8.32. Отдельные узлы фермы Ф-2
Узлы тяжелых ферм
В тяжелых фермах необходимо более строго выдерживать центровку стержней в узлах по осям, проходящим через центры тяжести, так как даже при небольших эксцентриситетах большие усилия в стержнях вызывают значительные моменты, которые необходимо учитывать при расчете ферм.
При изменении сечения поясов центровку элементов следует проводить по осям центров тяжести сечений. Если необходимо обеспечить ровную поверхность грани пояса (например, для опирания кровельных элементов в покрытиях зданий), за ось пояса принимают осредненную линию центров тяжести, при этом в расчете необходимо учесть момент, возникающий от расцентровки элементов (если эксцентриситет превышает 1,5% высоты сечения пояса).
Поскольку тяжелые фермы, как правило, имеют высоту больше провозного габарита (3,85 м), их приходится собирать на монтаже из отдельных элементов. Монтажные стыки элементов располагают в узлах или около узлов. Стыки вне узлов конструктивно проще, а узлы фермы имеют в этом случае меньшую концентрацию напряжений. Поэтому такое решение рекомендуется для сооружений, эксплуатируемых при температуре ниже -40°С.
При размещении стыков поясов в узлах несколько усложняется конструкция узла, однако число болтов (при болтовых узлах) уменьшается.
При выполнении соединения на монтаже не всегда удается обеспечить надлежащее качество сварных швов. Кроме того, чтобы избежать сварки в вертикальном и потолочном положении, необходимо кантовать ферму, что также трудно сделать в монтажных условиях. Поэтому монтажные соединения элементов ферм, особенно при работе ферм на динамические нагрузки (мостовые, подкрановые фермы и т.д.), часто выполняются на высокопрочных болтах, что значительно упрощает монтажные работы и обеспечивает более высокую надежность конструкций (рис. 8.33).
При Н-образном или швеллерном сечениях стержней, имеющих гладкую наружную поверхность, простыми и надежными являются узлы на фасонках, соединяющих с наружной стороны все подходящие к узлу стержни.
К фасонкам прикрепляют только вертикальные элементы стержней. Такое прикрепление позволяет сверлить все отверстия по плоским кондукторам на многошпиндельных станках, монтажные болты устанавливают с наружной стороны узла на вертикальных плоскостях.
Фасонки при устройстве стыков пояса в центре узла служат стыковыми элементами, вместе с тем фасонки испытывают значительные напряжения при передаче усилий с раскосов на пояса. Чтобы облегчить работу фасонок, целесообразно в местах стыков поясов усиливать фасонки наружными накладками. Число болтов, прикрепляющих накладки, увеличивается на 10% вследствие нечеткости передачи усилия. Фасонки следует принимать достаточно толстыми, обычно не меньше толщины прикрепляемых элементов.
Болты в узлах тяжелых ферм следует размещать по унифицированным рискам на расстояниях, требуемых кондукторным и многошпиндельным сверлением (обычно при болтах d=24 мм шаг болтов принимают 80 мм). Унификация заключается в том, что разбивка отверстий во всех узлах подчиняется единой модульной сетке, нанесенной на концы стержней и фасонки. В более узких стержнях получается меньшее число продольных рисок, чем в широких, при больших усилиях увеличивается число поперечных рядов отверстий и т.д. При таком конструировании используется один тип кондуктора для всех узлов, что упрощает изготовление и упорядочивает проектирование.
В большепролетных фермах горизонтальное смещение опоры весьма значительно. Чтобы исключить возникновение дополнительных горизонтальных усилий, конструктивное решение опорных узлов должно соответствовать принимаемой расчетной схеме (одна опора шарнирно неподвижная, другая - подвижная). Неподвижную опору выполняют в виде плиточного шарнира или неподвижного балансира, подвижную - на катках по типу мостовых ферм [6].
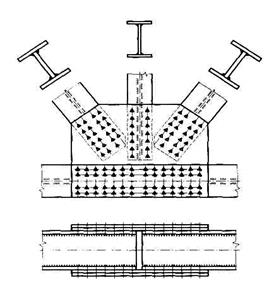
Рис. 8.33. Узел тяжелой фермы на болтах
Дата добавления: 2018-03-02; просмотров: 10887;