Расчет и анализ продолжительности производственного цикла простого процесса. Расчет длительности сложного процесса
Возможны три вида сочетания операционных циклов (видов движения предметов производства (труда) по операциям процесса): последовательный, параллельный и параллельно-последовательный.
При расчёте технологического цикла применяют действующие на пред-приятиях нормы времени.
Продолжительность операции по обработке деталей определяется с учётом числа одновременно обрабатываемых деталей на одном рабочем месте и числа параллельных рабочих мест, на которых выполняется операция по обработке деталей.
 Сущность последовательного вида движения деталей по операциям заключается в том, что каждая последующая операция начинается только после окончания обработки всех деталей на предыдущей операции (рис. 4.3).
Сущность последовательного вида движения деталей по операциям заключается в том, что каждая последующая операция начинается только после окончания обработки всех деталей на предыдущей операции (рис. 4.3).

Рис.4.3. Технологический цикл при последовательном движении
предметов производства
Отличительными признаками последовательного движения деталей по операциям являются:
- непрерывность обработки деталей на каждом рабочем месте;
- одновременная передача всех деталей с операции на операцию после
окончания их обработки, в связи с чем каждая последующая операция начинается только после окончания обработки всех деталей на предыдущей операции;
- пролёживание деталей у рабочих мест в ожидании обработки всех деталей.
На буровых и нефтегазодобывающих предприятиях довольно часто при-меняется последовательная форма выполнения трудовых приёмов в производственных операциях (при спуске и подъёме бурильных и насосно-компрессорных труб в процессе спуско-подъёмных операций при бурении и капитальном и подземном ремонтах скважин)
Если пренебречь межоперационными перерывами, то длительность технологического цикла можно определить по формуле
| |
 .
.
Если учитывать межоперационные перерывы, то формула принимает следующий вид
где ti – норма штучного времени на i-й операции;
m – число операций в многооперационном процессе;
 – средняя длительность многооперационного перерыва, мин.
– средняя длительность многооперационного перерыва, мин.
При расчёте продолжительности производственного процесса в календарных днях учитывается продолжительность перерывов, связанных с режимом рабочего времени. Для этого рассчитывается коэффициент режима рабочего времени Креж, учитывающий нерабочие дни и смены, по формуле:
Креж =24Фкд/(Фэф*псм*Тсм),
где Фкд – календарный фонд времени (365, 366), дни;
Фэф – эффективный фонд рабочего времени, дни;
nсм – число смен в одних сутках;
Тсм – продолжительность смены, час.
Производственный цикл процесса в календарных днях при последовательном виде движения предмета труда в производстве определяется по формуле:
Ткдц(посл) = Тц(посл)*Креж,
где Креж – коэффициент режима рабочего времени.
Последовательный вид движения применяется в условиях единичного и мелкосерийного производства, когда небольшое количество деталей, запускаемых в производство, нецелесообразно дробить на передаточные партии. Однако в условиях крупносерийного и массового производства этот вид движения неприемлем.
При параллельном виде движения деталей по операциям передаточные партии или отдельные детали (запускаются на последующую операцию сразу после обработки их на предыдущей, не ожидая окончания обработки всех деталей на каждой операции (рис. 4.4).


Рис. 4.4. Технологический цикл при параллельном движении
предметов производства
Отличительными признаками параллельного движения партии деталей являются:
- непрерывное движение отдельных деталей или партий деталей во времени;
- одновременность обработки деталей или передаточных партий (комплектов) на всех рабочих местах, отсутствие пролёживания деталей у рабочих мест;
- на самой трудоёмкой операции (самой продолжительной) обработка всех деталей ведётся непрерывно без простоев;
- простои, образующиеся на каждой операции между обработкой двух следующих друг за другом деталей или комплектов, определяются как разность между продолжительностью обработки этих деталей или комплектов на самой трудоёмкой операции и на данной операции.
Расчетная формула с учетом межоперационных перерывов:

где Тц(пар.) – длительность технологического цикла при параллельном виде движения, мин;
п – число деталей в партии запуска, шт.;
p – число деталей в передаточной партии, шт.;
(t/c)max – максимальное отношение нормы времени к количеству единиц оборудования на операции из всех операций процесса, мин;
m – число операций в процессе;
tм.о. – средняя длительность межоперационного перерыва, мин.
При различных операционных циклах только на операции с самым продолжительным операционным циклом (главной операции) вся партия запуска обрабатывается без перерывов. На остальных оборудование простаивает (см. рис.4.4). Поэтому параллельный вид движения нецелесообразно применять в процессах, имеющих операционные циклы различной продолжительности. Чем больше разность времени выполнения смежных операций, тем больше будут простои на рабочих местах на операциях с меньшей продолжительностью обработки. В процессах с одинаковой продолжительностью по всем операциям технологического процесса достигается полная непрерывность работы оборудования и рабочих, что позволяет организовать непрерывно-поточное производство с параллельным видом движения предметов труда по операциям.
Параллельно-последовательный вид движения характеризуется тем, что детали передаются с предыдущей операции на последующую передаточными партиями, а вся партия запуска обрабатывается на всех операциях без перерывов (рис. 4.5).
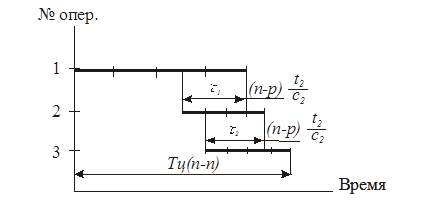
Рис. 4.5. Технологический цикл при параллельно-последовательном
движении предметов производства
При тщательной подготовке производства такая организация производственного процесса обеспечивает эффективное использование оборудования, рабочей силы, рост производительности труда, минимальный объём незавершенного производства.
Существует два основных варианта параллельно-последовательного сочетания смежных операций:
- предшествующая операция короче последующей:
Тi < Ti +1;
- предшествующая операция более длительная, чем последующая:
Тi > Ti +1.
Из рис. 5 видно, что длительность технологического цикла при параллельно-последовательном виде движения (  ) короче длительности при последовательном виде движения на суммарное время совмещения работы на смежных операциях
) короче длительности при последовательном виде движения на суммарное время совмещения работы на смежных операциях  . Нетрудно также заметить, что число совмещений равно m–1, где m – число операций в процессе.
. Нетрудно также заметить, что число совмещений равно m–1, где m – число операций в процессе.
В сочетании первой и второй операций при определении времени совмещения работы учитывалось меньшее отношение нормы времени к количеству единиц на операции, т. е. t2/c2.
Меньшее отношение учитывается и при определении совмещения между второй и третьей операциями. Очевидно, независимо от количества операций в процессе в расчет принимается минимальное значение из каждой пары смежных операций, что позволяет записать формулу производственного цикла в следующем виде:

или

где (ti/ci)min – меньшее значение из каждой пары смежных операций, мин.
Параллельно-последовательный вид движения целесообразно применять при больших партиях и большой трудоемкости изделий, когда отсутствует равенство операционных циклов.
Данные о длительности производственного цикла используются при планировании подготовки производства новой продукции, расчете объема незавершённого производства и связанных с ним оборотных средств, а также календарно-плановых нормативов оперативного планирования производства.
Дата добавления: 2018-03-01; просмотров: 2404;