Организация ремонтного хозяйства
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в результате ремонта должно не только восстанавливаться первоначальное состояние оборудования, но и значительно улучшаться его основные технические характеристики за счет модернизации.
Износ представляет собой процесс постепенной утраты основными средствами своих функциональных качеств, связанный с их эксплуатацией и моральным старением. Различают моральный и физический износ.
Моральный износ - это преждевременное, до окончания нормативного срока физического износа, отставание основных средств от новых по своим техническим характеристика и экономической эффективности. Различают две формы (рода) морального износа (Ми):
1. уменьшение стоимости основных фондов вследствие сокращения общественно-необходимых затрат труда на их воспроизводство.
2. уменьшение эффективности основных фондов в результате внедрения новых, более прогрессивных и экономически эффективных основных фондов.
Физический износ представляет собой утрату технико-экономических свойств основных средств и их потребительской стоимости, которая по мере использования основных средств переносится на готовую продукцию.
Методы определения физического износа:
по срокам службы:
по техническому состоянию - оценивают физический износ отдельных конструкций и определяют средневзвешенный процент износа по объекту в целом.
Различают производственный износ, возникающий вследствие функционирования средств труда, в ходе чего происходит механический и усталостный износ, деформация из-за динамических нагрузок, сотрясений и т.п., и естественный износ, причиной которого является влияние окружающей среды (коррозия, выветривание, разрушение и т.п.).
Износ может быть полным и частичным. Полный износ требует замены старого оборудования новым, частичный устраняется путем капитального ремонта и модернизации.
Понятие «износ» первично по отношению к понятию «амортизация». Прежде всего, износ материален, измеряем и не зависит от способов ведения учета. Амортизация же нематериальна, ее нельзя измерить, а можно лишь количественно определить, т. е. начислить, причем тем или иным способом, который заложен в учетной политике организации. Термин «амортизация» происходит от лат. amortisatio, что дословно переводится как «погашение». Применительно к основным средствам под амортизацией следует понимать определенные действия, связанные с учетом изнашиваемого имущества, применяемые в течение срока полезного использования соответствующих объектов и обеспечивающие перенос их стоимости на производимую продукцию, выполненные работы, оказанные услуги. Амортизационные отчисления — денежное выражение размера амортизации, соответствующего степени износа основных средств.
Таким образом, сущность ремонта заключается в сохранении и качественном восстановлении работоспособности оборудования путем замены или восстановления изношенных деталей и регулировки механизмов.
На ремонте оборудования в народном хозяйстве занято около 4 млн. человек и более 25% станочного парка, а общие затраты более чем в три раза превышают объем производства станкостроительной промышленности. Только в машиностроении затраты на ремонт оборудования ежегодно достигают 17-26% его первоначальной стоимости, что соответствует 5-8% себестоимости продукции завода.
Практика показывает, что затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом неудовлетворительны.
Все работы по поддержанию оборудования в работоспособном состоянии подразделяются на техническое обслуживание и ремонт.
Организация ремонтного хозяйства предприятия базируется на системе планово-предупредительного ремонта (ППР), разработанной в 1932г. Центральным институтом труда (ЦИТ) СССР. Основные положения данной системы установлены единой системой планово предупредительных ремонтов (ЕСППР), предложенной в 1967г. Научно-исследовательским институтом труда и социальных проблем (НИИТСП) СССР и отраженной в государственных стандартах.
Для бесперебойной работы оборудования поводится техническое обслуживание и восстановительный ремонт. Схема организации ремонтного хозяйства представлена на рис.14.2.1.
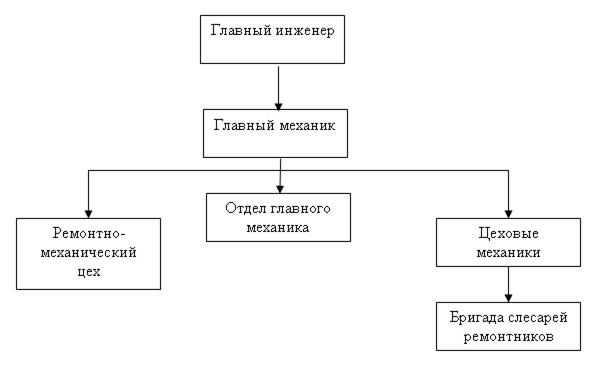
Рис. 14.2.1. Типовая схема организации ремонтного хозяйства на предприятии.
На ремонтную службу предприятия возлагается:
паспортизация и аттестация оборудования;
разработка технологических процессов ремонта оборудования и их оснащение;
планирование и выполнение работ по техническому обслуживанию и ремонту оборудования.
Организация ремонта и технического обслуживания оборудования базируется на системе планово - предупредительного ремонта (ППР).
Система ППР представляет собой совокупность запланированных организационных и технических мероприятий по уходу, надзору, техническому обслуживанию и ремонту оборудования и строится по принципу профилактического обслуживания и ремонта.
Система ППР включает следующие виды работ:
ежедневный уход за оборудованием – заключается в поддержании чистоты, периодической чистке и смазке; выполняется рабочими, работающими на данном оборудовании;
техническое обслуживаниевключает осмотры, промывки, проверки на точность, регулирование, своевременное устранение мелких неполадок; выполняется по графику дежурными слесарями и наладчиками;
текущий ремонтосуществляется в процессе эксплуатации, где по мере необходимости заменяются и восстанавливаются быстроизнашиваемые детали и узлы; выполняется по графику цеховыми ремонтными бригадами;
средний ремонтпредусматривает частичную разработку оборудования, замену или восстановление изношенных узлов с полной проверкой на точность работы всех механизмов; выполняется по графику цеховыми ремонтными бригадами или работниками ремонтно-механического цеха;
капитальный ремонтосуществляется с целью восстановления близкого к полному значению первоначального ресурса, предусматривает полную разборку машин и оборудования, замену изношенных узлов; выполняется по графику работниками ремонтно-механического цеха или специализированными предприятиями.
Система ПНР предусматривает проведение ее технической подготовки, в которую входят: конструкторская, технологическая. организационно-экономическая.
Конструкторская подготовкивключает составление альбомов чертежей сменных деталей и определение номенклатуры и нормализацию (унификацию) сменных деталей и сборочных единиц. Альбомы чертежей деталей составляются на каждую группу оборудования и содержат паспорт и схемы (кинематическую, гидравлическую, пневматическую, электрическую и смазки); чертежи общего вида сборочных единиц и рабочие чертежи сменных деталей; спецификации подшипников, резиновых изделий: (сальников, ремней и т.д.), нормалей, аппаратуры, покупных деталей и т.д.. чертежи деталей составляются при разработке агрегата.
Технологическая подготовказаключается в формировании типовых техпроцессов сборки, разборки агрегатов и изготовлении наиболее трудоемких и сложных деталей, а также в составлении дефектовочной ведомости при капитальном ремонте агрегата.
Организационно-экономическая подготовкадолжна обеспечить создание постоянно возобновляемого запаса сменных деталей, хранимых в кладовых, определение трудоемкости ремонтов, подбор по составу и квалификации бригад ремонтных рабочих; обеспечение ритмичной загрузки оборудования; расчет фактической экономической эффективности от приведения тою или иного вида техническою воздействия.
Организация ремонтной службы на предприятии может быть организованна несколькими способами,
При централизованном методе ремонт всех видов и некоторые работы по техническому обслуживанию производятся силами ремонтно-механического цеха (РМЦ). Этот цех располагает специализированными ремонтными бригадами, необходимым универсальным оборудованием, запасными частями, материалами и др. Этот метод применяется на небольших предприятиях единичного и мелкосерийного производства.
При децентрализованном методе все виды ремонтных работ и изготовление части сменных деталей осуществляются силами и средствами цеховых ремонтных служб. РМЦ предприятия выполняет работы по капитальному ремонту и модернизации сложного и крупного оборудования; изготавливает запасные части массового применения; восстанавливает детали, требующие применения специального оборудования и оснастки. Этот метод используется в крупносерийном и массовом производстве с большим числом оборудования в каждом цехе (характерен для предприятий с блочной производственной структурой).
Смешанный метод характеризуется тем, что ремонтные работы выполняются как цеховой ремонтной службой, так и РМЦ. За РМЦ закрепляется производство капитального ремонта всего оборудования предприятия 1яжсло1о машиностроения с небольшим числом оборудования.
При всех методах организации ремонта обязательно проводятся осмотры (технические обслуживания). Эти виды работ выполняются основными производственными рабочими, которые должны вести наблюдение за работой оборудования в течение смены, предупреждать попадание абразивных материалов на трущиеся поверхности, следить за уровнем масла и охлаждающей жидкости, характером шума в редукторах, коробках скоростей и других механизмах. Они должны выполнять операции по уходу, уборке отходов, ежедневной смазке оборудования, Кроме того, некоторые виды работ (например, регулировка, смена и пополнение масла, промывка, проверка технических параметров) осуществляются дежурным ремонтным персоналом.
Комплексные бригады ремонтников закрепляются за определенным участком, цехом для выполнения всех ремонтных работ. Капитальный ремонт может проводиться отдельными бригадами. Для сокращении простоев оборудования во время ремонта все основные ремонтные работы выполняются в обеденные перерывы и выходные дни, для чего ремонтному персоналу устанавливают график работы, отличный от графика работ основных производственных рабочих.
Основные способы проведения ремонтов: агрегатный и последовательно-агрегатный. При агрегатном способе отдельные сборочные единицы (узлы, агрегаты) заменяются запасными (из оборотного фонда), заранее отремонтированными или новыми. Таким способом ремонтируют оборудование одной модели (назначения). При последовательно-агрегатном способе конструктивно обособленные сборочные единицы (редукторы, коробки скоростей, двигатели и т.д.) ремонтируются (заменяются) последовательно на одной единице оборудования во время перерывов в его работе (нерабочие смены). Этот способ применяется дня ремонта конвейерного оборудования, а именных и кузнечных цехах, автоматов, агрегатных станков и т.п. Внедрение агрегатного и последовательно-агрегатного способов ремонта является условием выполнения ремонтных работ без остановки производства.
Система ППР базируется на нормативах по группам оборудования, которыми являются:
ремонтный цикл и его структура;
длительность межремонтных периодов;
категория сложности ремонта;
трудоёмкость ремонтных работ;
нормы расхода материалов, запасных частей, смазочных и обтирочных материалов.
Ремонтный цикл – это период работы оборудования от начала эксплуатации до первого капитального ремонта или между двумя последовательными капитальными ремонтами.
Величина ремонтного цикла определяется по группам оборудования. Так для металлорежущего оборудования она будет равна:
 (14.2.1.)
(14.2.1.)
где 16800 – нормативный ремонтный цикл, час;
βм, βu, βn, βт,- коэффициенты, учитывающие вид обрабатываемого материала, применяемого инструмента, условия производства, массу станка.
Структура ремонтного цикла включает порядок чередования и количество осмотров, проверок и ремонтов и для металлорежущих станков имеет вид:
КР – ТО – ТР – ТО – ТР – ТО – СР – ТО – ТР – ТО – КР,
где КР – капитальный ремонт;
ТО – техническое обслуживание;
ТР – текущий ремонт;
СР – средний ремонт.
Межремонтный период определяетсяпо формуле:
 (14.2.2.)
(14.2.2.)
где nс, nт – количество средних и текущих ремонтов в ремонтном цикле.
Периодичность технического обслуживания определяется по формуле:
 (14.2.3.)
(14.2.3.)
где nто– количество технических обслуживаний.
Структура ремонтного цикла по каждой группе оборудования позволяет сформировать календарные графики выполнения ремонтных работ по каждому цеху и по предприятию в целом.
Трудоёмкость ремонтных и обслуживающих операций устанавливается на единицу ремонтной сложности по видам работ. За единицу ремонта сложности механической части принята ремонтная сложность условного оборудования, трудоёмкость капитального ремонта которого составляет 50 часов, а электрической части оборудования – 12,5 часов.
Категория ремонтной сложности механической и электрической части определяется количеством единиц ремонтной сложности, присвоенной данной группе оборудования.
Суммарная трудоёмкость ремонтных работ и технического обслуживанияв плановом периоде определяется по формуле:
 (14.2.4.)
(14.2.4.)
где Ri– категория ремонтной сложности i – ого оборудования;
 - нормативы трудоёмкости капитального, среднего, текущего ремонтов и технического обслуживания на единицу ремонтной сложности, час.;
- нормативы трудоёмкости капитального, среднего, текущего ремонтов и технического обслуживания на единицу ремонтной сложности, час.;
nк nс nт nто – число капитальных, средних, текущих ремонтов и технического обслуживания за плановый период.
Трудоёмкость ремонтных работ определяется раздельно для механической и электрической частей оборудования. Аналогичным образом определяется потребность в материалах и запасных частях на все виды ремонта и технического обслуживания.
Планирование ремонтных работ должно быть увязано с оперативным планированием основного производства по каждому цеху. В целях сокращения плановых простоев оборудования ремонтные работы могут производиться в междусменные перерывы, а также в праздничные и выходные дни.
Одним из направлений сокращения времени ремонта является внедрение узлового или последовательно-узлового методов ремонта.
При узловом методе ремонта отдельные узлы заменяются запасными, заранее отремонтированными или новыми.
При последовательно-узловом методе ремонта изношенные узлы заменяются не одновременно, а последовательно, во время перерывов в работе технологического оборудования.
Дата добавления: 2018-03-01; просмотров: 1852;