Фрезерование против подачи и по подаче
Фрезерование может быть осуществлено при противоположных направлениях движений заготовки и фрезы (рис.5.8,а) и при совпадающих направлениях (рис.5.8, б). Первый метод фрезерования называется фрезерованием против подачи, или встречным фрезерованием, второй - фрезерованием по подаче, или попутным фрезерованием.
|
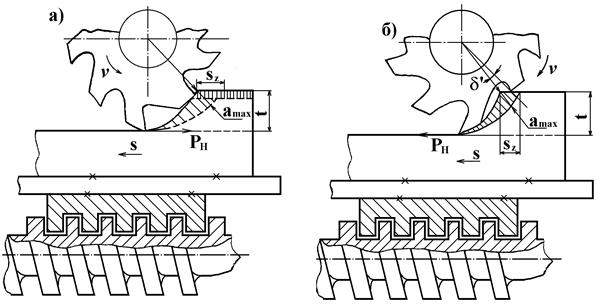
Рис.5.8. Схемы фрезерования: а - против подачи; б - по подаче
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе зуба до максимума при выходе зуба из обрабатываемого металла. Зуб фрезы работает из-под корки, «выламывая» корку снизу; фреза «отрывает» заготовку от стола, приподнимая также и стол станка, увеличивая тем самым зазоры между столом и направляющими станины, что при больших сечениях (больших силах) среза приводит к вибрациям и ухудшению чистоты обработанной поверхности.
При попутном фрезеровании заготовка, прижимается к столу, а стол - к направляющим станины. Зуб фрезы начинает работать почти с первого момента резания с наибольшей толщиной и сразу подвергается максимальной нагрузке. При наличии у заготовки корки зуб ударяется о нее; высокая твердость и загрязненность корки приводят в этом случае к резкому снижению стойкости фрезы. Поэтому, когда заготовка имеет твердую корку, применяют встречное фрезерование, при котором вредное влияние корки сказывается в меньшей степени.
Работа из-под корки положительно характеризует встречное фрезерование. К этому же можно было бы отнести и постепенно увеличивающуюся нагрузку на зуб, если бы зуб начинал резать сразу в точке К (рис.5.4). На участке КМ зуб подвергается сильному трению и интенсивному износу. Поэтому при отсутствии у заготовки корки стойкость фрезы при попутном фрезеровании (когда зуб начинает резать сразу) выше по сравнению со стойкостью при встречном фрезеровании; при одинаковой же стойкости попутное фрезерование позволяет работать с более высокой скоростью резания, обеспечивая наибольшую производительность. Повышение стойкости в три раза наблюдается при тонких стружках (sz£0,12 мм/зуб), когда длина дуги скольжения КМ при встречном фрезеровании (рис.5.4) будет больше.
Попутное фрезерование обеспечивает и более высокое качество (микрогеометрию) обработанной поверхности (на один-два класса выше, чем при встречном фрезеровании.). Это объясняется тем, что при попутном фрезеровании обеспечивается более спокойная работа. Кроме того, при встречном фрезеровании возможно «затаскивание» стружки на обработанную поверхность (зубьями фрезы), что исключается при попутном фрезеровании. Попутное фрезерование вызывает и несколько меньший общий расход мощности (за счет уменьшения мощности, затрачиваемой на движение подачи).
Дата добавления: 2017-12-05; просмотров: 2516;