Склад готовой продукции
Принципиальная технология функционирования складского хозяйства заключается в выполнении операций транспортирования, погрузки-разгрузки многоярусных автоматизированных стеллажей, транспортирования и погрузки на автотранспорт отгружаемой арматуры.
Все операции автоматизированного складирования должны выполняться с использованием систем автоматического учета и контроля поступающей, хранимой и отгружаемой продукции, а также систем автоматического обеспечения транспортных и погрузочно-разгрузочных операций.
Склад автоматизированный готовой продукции должен включать:
1. Систему стеллажей, оснащенных датчиками информации каждой ячейки «загружена»/«не загружена», а также специальными поддонами для удобства транспортирования готовой продукции, погрузки в строго координированные ячейки стеллажей и последующей ее выгрузки и подачу на автотранспорт заказчика. Конструктивно каждый стеллаж должен быть рассчитан на хранение двух-трех типов изделий в зависимости от их габаритов и массы. Стеллажи могут быть также разными по объему ячеек в зависимости от:
- глубины загрузки на один поддон;
- глубины загрузки на два поддона;
- возможности многоглубинная загрузка;
- возможности установки дополнительных поддонов;
- возможности хранения нестандартных грузов как по габаритам, так и по массе.
На рисунках 58 – 63 представлены автоматизированные складские комплексы и стеллажи для хранения мелких, среднегабаритных и крупногабаритных изделий.

Рисунок 58. Автоматизированный складской комплекс для мелких и среднегабаритных изделий.
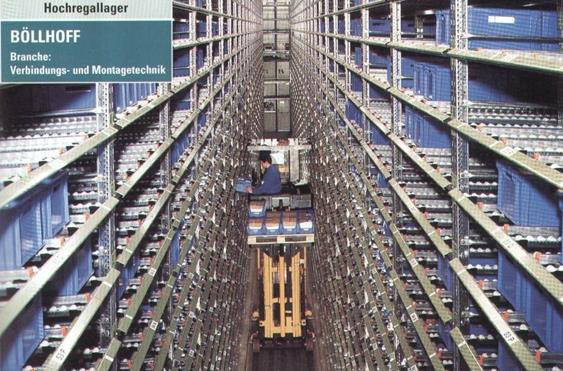
Рисунок 59. Автоматизированный склад стеллажный со штабелёром.

Рисунок 60. Автоматизированный склад для среднегабаритной продукции.
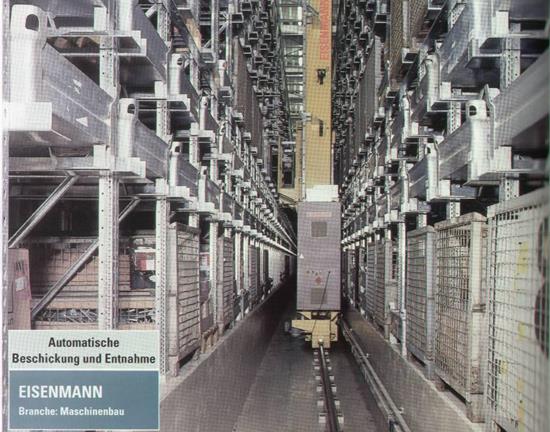
Рисунок 61. Автоматизированный склад со штабелёром для хранения крупногабаритных и тяжеловесных изделий.

Рисунок 62. Стеллажный склад.
Рисунок 63. Стеллаж односторонний.
Транспортировка готовой продукции внутри склада осуществляется кран-штабелерами (рисунки 64 - 66) с системой автоматического управления, обеспечивающей перемещение изделия без участия оператора, точное позиционирование относительно ячейки, установку изделия строго в отведенную ячейку стеллажа с последующим изъятием его и транспортированием к месту отгрузки.


Рисунок 64. Двухмачтовый кран- Рисунок 65.Одномачтовый кран-
- штабелер. - штабелер

Рисунок 66. Двухмачтовый кран-штабелер с грузовой площадкой
Текущая информация о работе автоматизированного склада поступает на пульт управления и ПЭВМ, обслуживаемые одним оператором. Система управления позволяет также получать полную информацию о номенклатуре арматуры, находящейся на складе и о свободных ячейках стеллажей для принятия новой продукции и вносить коррективы в работу автоматизированного склада.
Помимо тары, изготавливаемой силами предприятия, может быть использована многооборотная тару (ящики, поддоны, паллеты, контейнеры), в т.ч. пластмассовая и металлическая (рисунки 67 и 68).

Рисунок 67. Унифицированный металлический поддон с грузом

Рисунок 68. Многооборотный транспортный контейнер системы POLYBOX®
Для обеспечения качественного хранения изготовленной продукции на складе должна поддерживаться постоянными температура и влажность Складские помещения должны быть оснащены системой вентиляции и отопления.
Блок-схема склада готовой продукции приведена на рисунке 69.


Рис. 69. Блок-схема склада готовой продукции
[1] Габариты указаны без учёта шкафа управления, имеющего размеры 800х450х1700.
[2] С учётом габаритов загрузочного стола.
[3] Без учёта оборудования, входящего в состав агрегата азотирования. Габариты агрегата – не более 6000х4000х3000, масса – 2200 кг, потребляемая мощность – 75 кВт, стоимость агрегата – 2900.
[4] Питание реостата осуществляется от сварочного выпрямителя.
[5] Без учёта габаритов и массы координатного стола и осевых вращателей.
Дата добавления: 2017-10-09; просмотров: 1604;