Допуски разбиты на 19 квалитетов: 01,0,1,2,3,4,..., 17.
Квалитет – это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Всего предусмотрено 19 квалитетов (01 —самый высокий и 17 — самый низкий). Указанные стандарты СЭВ содержат ряд цифр, но указаний, в каких случаях, какой квалитет требуется, они не дают. Подобные указания приводятся конструкторами в чертежах в виде числового размера и условного обозначения поля допуска, состоящего из буквы и цифры (иногда двух букв и цифр).
Размер, для которого указывается поле допуска, обозначают числом, за которым следует буква латинского алфавита (прописная для отверстий и строчная для валов), указывающая положение поля допуска относительно нулевой линии, и цифра (две цифры), определяющая квалитет. Например,
30h6, ЗОН7, ЗОК10. В обозначение посадки входит номинальный размер, общий для сопрягаемых поверхностей (отверстия и вала) и поля допусков для каждого элемента, начиная с отверстия. Например, ЗОН7/g6, или
ЗОH7 =g6, или 40 Н7/g6.
Для неответственных несопрягаемых поверхностей назначают расположение полей допусков: для отверстий - в плюс (обозначают буквой Н); для валов - в минус (обозначают буквой h); для размеров, не идентифицируемых отверстиями и валами - симметрично (обозначают ± IT/2). Вместо условных обозначений поле допусков на чертежах часто используют предельные отклонения размеров, например, 36 + 0,02;
18 -0,036 -0,072 .
Квалитеты
Классы (уровни, степени) точности в ЕСДП названы квалитетами, что отличает их от классов точности в системе ОСТ. Квалитет (степень точности) - ступень градации значений допусков системы.
Допуски в каждом квалитете возрастают с увеличением номинальных размеров, но они соответствуют одному и тому же уровню точности, определяемому квалитетом (его порядковым номером).
Для данного номинального размера допуск для разных квалитетов неодинаков, так как каждый квалитет определяет необходимость применения тех или иных методов и средств обработки изделий.
В ЕСДП установлено 19 квалитетов, обозначаемых порядковым номером: 01; 0; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16 и 17. Наивысшей точности соответствует квалитет 01, а наинизшей - 17-й квалитет. Точность убывает от квалитета 01 к квалитету 17.
Допуск квалитета условно обозначают прописными латинскими буквами ІТ с номером квалитета, например, ІТ6 — допуск 6-го квалитета. В дальнейшем под словом допуск понимается допуск системы. Квалитеты 01, 0 и 1 предусмотрены для оценки точности плоскопараллельных концевых мер длины, а квалитеты 2, 3 и 4 — для оценки гладких калибров-пробок и калибров-скоб. Размеры деталей высокоточных ответственных соединений, например подшипников качения, шеек коленчатых валов, деталей, соединяемых с подшипниками качения высоких классов точности, шпинделей прецизионных и точных металлорежущих станков и другие выполняют по 5-му и 6-му квалитетам. Квалитеты 7 и 8 являются наиболее распространенными. Они предусмотрены для размеров точных ответственных соединений в приборостроении и машиностроении, например деталей двигателей внутреннего сгорания, автомобилей, самолетов, металлорежущих станков, измерительных приборов. Размеры деталей тепловозов, паровых машин, подъемно-транспортных механизмов, полиграфических, текстильных и сельскохозяйственных машин преимущественно выполняют по 9-му квалитету. Квалитет 10 предназначен для размеров неответственных соединений, например для размеров деталей сельскохозяйственных машин, тракторов и вагонов. Размеры деталей, образующих неответственные соединения, в которых допустимы большие зазоры и их колебания, например размеры крышек, фланцев, деталей, полученных литьем или штамповкой, назначают по 11-му и 12-му квалитетам.
Квалитеты 13—17 предназначены для неответственных размеров деталей, не входящих в соединения с другими деталями, т. е. для свободных размеров, а также для межоперационных размеров.
Допуски в квалитетах 5—17 определяют по общей формуле:
1Тq = аі , (1)
где q — номер квалитета; а — безразмерный коэффициент, установленный для каждого квалитета и не за висящий от номинального размера (его называют “число единиц допуска”); і — единица допуска (мкм) — множитель, зависящий от номинального размера;
для размеров 1-500 мкм
 (2)
(2)
для размеров св. 500 до 10 000 мм
 (3)
(3)
где D с - среднее геометрическое граничных значений
 (4)
(4)
где D min и D max – наименьшее и наибольшее граничное значение интервала номинальных размеров, мм .
При заданных квалитете и интервале номинальных размеров значение допуска постоянно для валов и отверстий (их поля допусков одинаковы). Начиная с 5-го квалитета, допуски при переходе к соседнему менее точному квалитету увеличиваются на 60% (знаменатель геометрической прогрессии равен 1,6). Через каждые пять квалитетов допуски увеличиваются в 10 раз. Например, для деталей номинальных размеров св. 1 до 3 мм допуск 5-го квалитета ІТ5 = 4 мкм ; через пять квалитетов он увеличивается в 10 раз, т. е. ІТ1О =.40 мкм и т. д.
Интервалы номинальных размеров в диапазонах св. 3 до 180 и св. 500 до 10000 мм в системах ОСТ и ЕСДП совпадают.
В системе ОСТ до 3 мм установлены следующие интервалы размеров: до 0,01; св. 0,01 до 0,03; св. 0,03 до 0,06; св. 0,06 до 0,1 (исключение); от 0,1 до 0,3; св. 0,3 до 0,6; св. 0,6 до 1 (исключение) и от 1 до 3 мм . Интервал св. 180 до 260 мм разбит на два промежуточных интервала: св. 180 до 220 и св. 220 до 260 мм . Интервал св.-260 до 360 мм разбит на интервалы: св. 260 до 310 и св. 310 до 360 мм . Интервал св. 360 до 500 мм разбит на интервалы: св. 360 до 440 и св. 440 до 500 мм .
При переводе классов точности по ОСТ в квалитеты по ЕСДП необходимо знать следующее. Так как в системе ОСТ допуски подсчитывали по формулам, отличающихся от формул (2) и (3), то нет точного совпадения допусков по классам точности и квалитетам. Первоначально в системе ОСТ были установлены классы точности: 1; 2; 2a; 3; 3a; 4; 5; 7; 8; и 9. Позднее система ОСТ была дополнена более точными классами 10 и 11. В системе ОСТ допуски валов 1, 2 и 2а классов точности установлены меньшими, чем для отверстий тех же классов точности. Это связано с трудностью обработки отверстий по сравнения с валами.
ПОВЕРХНОСТИ ОТВЕРСТИЙ И ВАЛОВ В СИСТЕМЕ ОТВЕРСТИЯ В ЗАВИСИМОСТИ ОТ КЛАССА ТОЧНОСТИ
| Класс точности (квалитет) | Обозначение полей допусков | РАЗМЕРЫ, мм | |||||||||||
| 1…3 | 3…6 | 6…10 | 10…18 | 18…30 | 30…50 | 50…80 | 80…120 | 120…180 | 180…260 | 260…360 | 360…500 | 500…630 | 630…1000 |
| (6-7) | ОТВЕРСТИЕ | А | H7 | Ra= =0,63 | Ra=1,25 | Ra=2,5 | Rz=20 | Rz=40 | |||||
| ВАЛ | Гр | u7 | Ra=2,5 | Rz=20 | - | ||||||||
| Пр | r6,s6 | Ra=2,5 | Rz=40 | ||||||||||
| Г | n6 | Ra=0,63 | Ra=1,25 | Ra=2,5 | Rz=20 | ||||||||
| Н | k6 | ||||||||||||
| П | js6 | ||||||||||||
| С | h6 | Ra=2,5 | Rz=20 | ||||||||||
| Д | g6 | Rz=40 | - | ||||||||||
| Х | f7 | Ra=0,63 | Ra=1,25 | ||||||||||
| Л | e7 | Ra=1,25 | Ra=2,5 | Rz=20 | |||||||||
| 2a (7-8) | ОТВЕРСТИЕ | А2а | H8 | Ra=1,25 | Ra=2,5 | Rz=20 | Rz=40 | ||||||
| ВАЛ | Пр2а | s7,u8 | Ra= =0,63 | Ra=1,25 | Ra=2,5 | Rz=20 | Rz=40 | ||||||
| (8-9) | ОТВЕРСТИЕ | A3 | H8,H9 | Ra= =1,25 | Ra=2,5 | Rz=20 | Rz=40 | Rz=80 | |||||
| ВАЛ | Пр23 | u8 | - | Ra=2,5 | Rz=20 | Rz=40 | Rz=80 | ||||||
| Пр13 | x8,u8, s8 | - | Ra=2,5 | Rz=20 | Rz=40 | Rz=80 | |||||||
| С3 | h8, h9 | Ra= =1,25 | Ra=2,5 | Rz=20 | Rz=40 | Rz=80 | |||||||
| Х3 | f9, e9, e8 | Ra=2,5 | |||||||||||
| Ш3 | d9 | Ra=2,5 | Rz=20 | Rz=40 | |||||||||
| (11) | ОТВЕРСТИЕ | A4 | H11 | Rz=20 | Rz=40 | Rz=80 | |||||||
| ВАЛ | С4 | h11 | |||||||||||
| Х4 | d11 | ||||||||||||
| Л4 | b11, c11 | Rz=20 | Rz=40 | Rz=80 | |||||||||
| Ш4 | a11 | ||||||||||||
| (12) | ОТВЕРСТИЕ | A5 | H12 | Rz=40 | Rz=80 | Rz=160 | |||||||
| ВАЛ | С5 | h12 | Rz=40 | Rz=80 | Rz=160 | ||||||||
| Х5 | b12 | ||||||||||||
| 7 (14) | ОТВЕРСТИЕ | A7 | H14 | Rz=80 | Rz=160 | Rz=320 |
Параметры и критерии шероховатости поверхности металлов, пластмасс и других материалов установлены ГОСТ 2789-73. Стандартом указаны шесть параметров шероховатости поверхности. Наиболее часто применяют лишь два:
Ra- среднее арифметическое отклонение профиля, преимущественно в интервале Ra = 2,5 - 0,04 мкм (6 - 12-й классы шероховатости), и
Rz - высота неровностей профиля по десяти точкам, преимущественно в интервалах Rz = 320 - 20 мкм
(1 и 5-й классы шероховатости) и Rz = 0,1-г 0,05 мкм (13-14-й классы шероховатости). Шероховатость обозначают на чертеже следующим образом: \/ - для поверхности, образуемой удалением материала, например, точением, фрезерованием, травлением и т. п.; \/ - для поверхности, образуемой без удаления материала, например литьем, ковкой, прессованием, волочением и т. п.; \/ - для поверхности, метод образования которой не устанавливается. Для параметра Ra указывают лишь числовое значение шероховатости без буквенного обозначения параметра. Общее для ряда поверхностей детали значение шероховатости ставят в правом верхнем углу чертежа.
Шероховатость поверхности при механических методах обработки
| Обрабатыва- емые поверхности | Методы обработки | Параметры шероховатости | |||||||||||||
| Rz | Ra | Rz | |||||||||||||
| 2,5 | 1,25 | 0,63 | 0,32 | 0,160 | 0,080 | 0,040 | 0,100 | ||||||||
| Наружные цилиндрические | Обтачивание | Предварительное | |||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Шлифование | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Притирка | Грубая | ||||||||||||||
| Средняя | |||||||||||||||
| Тонкая | |||||||||||||||
| Отделка абразивным полотном | |||||||||||||||
| Обкатывание роликом | |||||||||||||||
| Шлифование Суперфиниширование | |||||||||||||||
| Внутренние цилиндрические | Растачивание | Предварительное | |||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Сверление | |||||||||||||||
| Зенкерование | Черновое (по корке) | ||||||||||||||
| Чистовое | |||||||||||||||
| Развертывание | Нормальное | ||||||||||||||
| Точное | |||||||||||||||
| Тонкое | |||||||||||||||
| Протягивание | |||||||||||||||
| Внутреннее шлифование | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Калибрование шариком | |||||||||||||||
| Притирка | Грубая | ||||||||||||||
| Средняя | |||||||||||||||
| Тонкая | |||||||||||||||
| Шлифование Притирка Хонингование | Нормальное | ||||||||||||||
| Зеркальное | |||||||||||||||
| Плоскости | Строгание | Предварительное | |||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Цилиндрическое фрезерование | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Торцовое фрезерование | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Торцовое точение | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Тонкое | |||||||||||||||
| Плоское шлифование | Предварительное | ||||||||||||||
| Чистовое | |||||||||||||||
| Притирка | Грубая | ||||||||||||||
| Средняя | |||||||||||||||
| Тонкая |
Предельные отклонения формы и расположения поверхностей задают лишь тогда, когда требования к точности по этим параметрам выше требований к точности размеров. В иных случаях на отклонения по форме и расположению технолог имеет право израсходовать половину допуска на размер. Отклонения согласно ГОСТ 24642-81, ГОСТ 24643-81 указывают на чертежах условными обозначениями по ГОСТ 2.308- 79. Данные о предельных отклонениях формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две или три части: в первом поле помещают знак допуска; во втором - числовое значение допуска в миллиметрах и в третьем - буквенное обозначение базы (баз), например: | / | 0,01I А | - радиальное биение данной поверхности относительно оси поверхности А (база) не более 0,01 мм.
Отклонения формы и расположения поверхностей
Отклонение формы реальной поверхности или реального профиля от формы номинальной (заданной чертежом) поверхности (профиля)
оценивается наибольшим расстоянием Д от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали к ней.
Прилегающей поверхностью (профилем) называется поверхность (профиль), имеющая форму номинальной поверхности (профиля), соприкасающаяся с реальной поверхностью (профилем) и расположенная вне материала детали так, чтобы отклонение от
нее наиболее удаленной точки реальной поверхности (профиля) в пределах нормируемого участка имело минимальное значение.
ГОСТ 24642—81 устанавливает следующие отклонения формы поверхностей
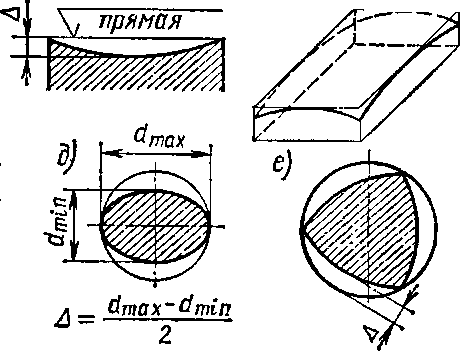
Отклонение от прямолинейности в плоскоскости т и. Частными видами этого отклонения являются выпуклость и вогнутость.
Выпуклость— отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой уменьшается от края к середине (рис. 6, а)\
Вогнутость — отклонение от прямолинейности, при котором удаление точек реального профиля от прилегающей прямой увеличивается от края к середине (рис. 6б).
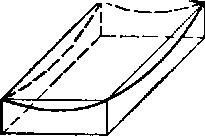

Выпуклость Вогнутость
Отклонение от круглости. Частными видами этого отклонения являются овальность и огранка.
Овальность — отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший dm3X и наименьший dmla диаметры которой находятся во взаимно перпендикулярных направлениях
(рис. 6д).
Огранка — отклонение от круглости, при котором реальный профиль представляет собой многогранную фигур' (рис. 6, е).
Отклонение профиля продольного сечения характеризует отклонение от прямолинейности и параллельности образующих. Частными видами этого отклонения являются конусоооразность, бочкообразность и седлообразность.
Конусообраность — отклонение профиля продольного сечения, при которое образующие прямолинейны, но не параллельны (рис. 7, а).
Бочкообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 7, б).
Седлообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рис. 7, в).

Отклонение расположения характеризует отклонение реального расположения рассматриваемого элемента (поверхности, линии, точки) от его номинального (заданного чертежом) расположения. Различают следующие отклонения расположения.
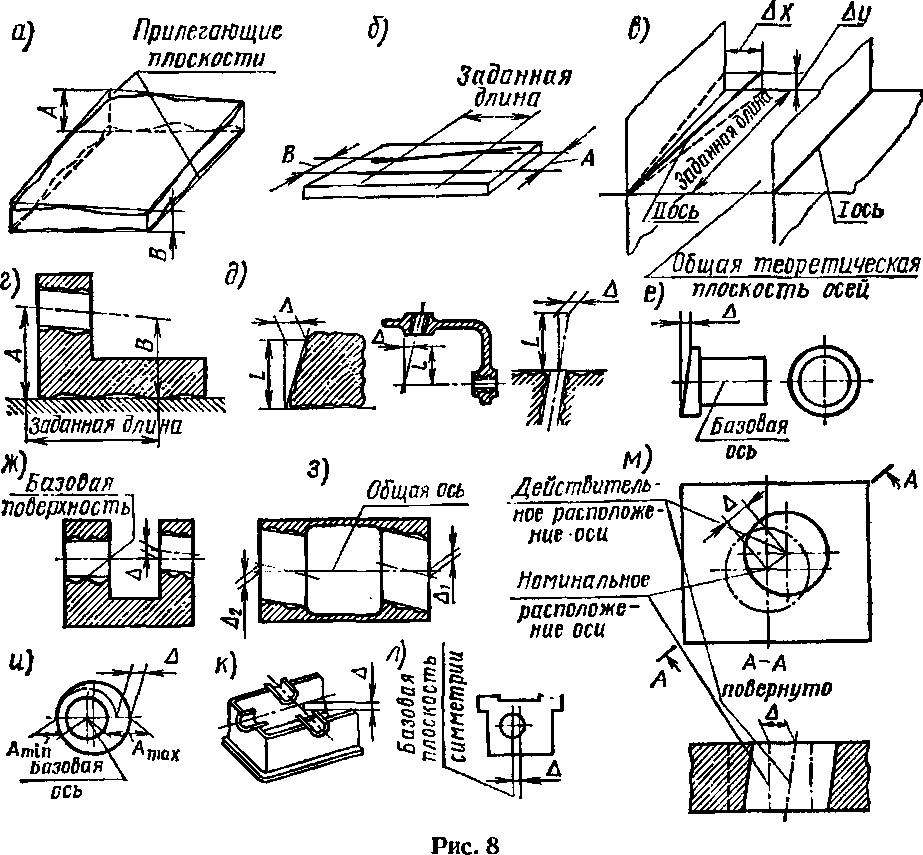
Отклонение от параллельности плоскостей — разность А—В (рис. 8, а) наибольшего и наименьшего расстояний между прилегающими плоскостями на заданной площади или длине.
Отклонение от параллельности прямых в плоскости — разность А—В (рис. 8, б) наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине.
Отклонение от параллельности осей поверхностей вращения (или прямых в пространстве) — отклонение Да; (рис. 8, в) от параллельности проекций осей на их общую теоретическую плоскость, проходящую через одну ось и одну из точек другой оси.
Перекос осей (или прямых в пространстве) — отклонение Ду (рис. 8, в) от параллельности проекций осей на плоскость, перпендикулярную общей теоретической плоскости и проходящую через одну из осей.
Отклонение от параллельности оси поверхности вращения и плоскости — разность А—В (рис. 8, г) наибольшего и наименьшего расстояний между прилегающей плоскостью и осью поверхности вращения на заданной длине.
Отклонение от перпендикулярности плоскостей, осей или оси и плоскости — отклонение Д (рис. 8, д) угла между плоскостями, осями или осью и плоскостью от прямого угла, выраженное в линейных единицах на заданной длине L.
Торцовое биение — разность Д (рис. 8, е) наибольшего и наименьшего расстояний от точек реальной торцовой поверхности, расположенных на окружности заданного диаметра, до плоскости, перпендикулярной базовой оси вращения. Если диаметр не задан, то торцевое биение определяется на наибольшем диаметре торцевой поверхности.
Отклонение от соосности относительно базовой поверхности — наибольшее расстояние Д (рис. 8, ж) между осью рассматриваемой поверхности и осью базовой поверхности иа всей длине рассматриваемой поверхности или расстояние между этими осями в заданном сечении.
Отклонение от соосности относительно общей оси — наибольшее расстояние Дх; Д2 (рис. 8, з) от оси рассматриваемой поверхности до общей оси двух или нескольких номинально соосных поверхностей вращения в пределах длины рассматриваемой поверхности. За общую ось двух поверхностей принимается прямая, проходящая через эти оси в средних сечениях рассматриваемых поверхностей.
Радиальное биение — разность Д=Лтах—y4min (рис. 8, и) наибольшего и наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном этой оси.
Отклонение от пересечения — кратчайшее расстояние Д (рис. 8, к) между осями, номинально пересекающимися.
Отклонение от симметричности — наибольшее расстояние (рис. 8, л) между плоскостью симметрии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности.
Смещение оси (или плоскости симметрии) от номинального расположения — наибольшее расстояние Д (рис. 8, м) между действительным и номинальным расположениями оси (или плоскости симметрии) по всей длине рассматриваемой поверхности.
Предельные отклонения формы и расположения поверхностей указывают на чертежах или в технических требованиях. При обозначении на чертеже данные о предельных отклонениях формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две или три части: в первой части помещают условное обозначение отклонения, во второй — предельное отклонение в миллиметрах и в третьей — буквенное обозначение базы или другой плоскости, к которой относится отклонение.
Нормы точности металлорежущих станков характеризуются наибольшими допускаемыми отклонениями формы и расположения поверхностей обрабатываемых заготовок. Под нормой точности станка следует понимать предельно достижимую точность изготовления детали при выполнении чистовых операций на новом станке или на станке, находящемся в эксплуатации непродолжительное время. Показатели точности, получаемые при различных видах обработки с учетом износа оборудования и приспособлений, погрешностей базирования и других факторов, обычно находятся ниже этих пределов и характеризуют экономически достижимую точность обработки. Экономически достижимая точность обработки поверхности определяется размером затрат, необходимых для применен ния данного способа обработки, которые не должны превышать затрат при любом другом способе, пригодном для обработки этой же поверхности. В качестве примеров можно привести данные о степени точности геометрической формы деталей при обработке на различных станках (табл. 1).
Точность формы и расположения поверхностей характеризуется предельными отклонениями, назначаемыми по ГОСТ 24643—81 при наличии особых требований, возникающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения формы и расположения поверхностей должны находиться в пределах поля допуска соответствующего размера.
ГОСТ 24643—81 устанавливает 16 степеней точности и соответствующие этим степеням (в зависимости от номинальных длин и диаметров) размеры предельных отклонений формы и расположения поверхности. Так, предельные отклонения от плоскостности и прямолинейности для длин от 25 до 40 мм составляют для 1-й степени точности 0,5 мкм, а для 10-й — 30 мкм; предельные значения отклонений формы цилиндрических поверхностей для диаметров от 18 до 30 мм составляют для 1-й степени точности 0,6 мкм, для 10-й степени точности — 40 мкм и предельные значения радиального биения для тех же диаметров и степеней точности — соответственно 1,6 и 100 мкм. Точности размеров, формы и шероховатости взаимозависимы: нельзя изготовить точную поверхность, если она имеет большую шероховатость, невозможно обеспечить точность измерения такой поверхности и т. п. В пределах Rz = 10 - 0,2 мкм зарекомендовали себя следующие соотношения между допуском на размер и средней высотой шероховатости:
- симметричные поверхности, сопрягаемые по прессовым посадкам,
- Rz = (0,1 - 0,12) Т;
- переходные посадки - Rz = (0,084 - 0,10) Т;
- посадки движения - Rz = (0,05 - г 0,07) Т.
Допуск размера взаимодействует также с точностью формы и расположения поверхностей. В справочной литературе имеются соответствующие таблицы.
Факторы, влияющие на точность обработки.
В процессе изготовления деталей в результате действия большого числа производственных факторов (колебания припусков заготовок, сил резания, износа инструмента и т. д.) на всех операциях и переходах возникают погрешности (размера, формы, расположения поверхностей относительно друг друга, механических свойств и др.). Поэтому изделия, выполненные по одному и тому же ТП, неизбежно отличаются друг от друга и от проектного „идеального" прототипа по всем характеристикам качества. Это явление называют рассеянием характеристик качества. Рассеяние любого параметра качества характеризуется полем рассеяния w, представляющим собой разность между максимальным и минимальным значениями данной характеристики из партии изделий, и практической кривой распределения (рассеяния) значений этой характеристики.
Некоторые производственные факторы по их воздействию на рассеяние характеристики качества (на образование суммарной погрешности) сопоставимы друг с другом, а их влияние каждого в отдельности невелико. Их трудно выявить и детерминировать, поэтому вклад таких факторов в погрешность изделия (операции) определяют статистически (поле рассеяния и кривую распределения). Погрешности, образованные под воздействием таких производственных факторов, называют случайными.
Если на координатной сетке по оси абсцисс откладывать номера последовательно обрабатываемых деталей, а по оси ординат - соответствующие им значения характеристики качества, например размер, то полученная совокупность точек представит точечную диаграмму. Случайные погрешности образуют поле рассеяния w, рис. 3.2, а. Практическая кривая распределения размеров в этом поле, как будет показано в § 3.2, близка к кривой Гаусса, закона нормального распределения.
Наряду со случайно проявляющимися факторами имеются и такие, которые выделяются из общей массы производственных факторов своим доминирующим влиянием. Такие факторы образуют постоянные систематические погрешности характеристики качества, которые имеют одинаковое значение на каждом изделии партии или переменные систематические погрешности, значения которых на деталях различны, но изменения от детали к детали подчинены определенному закону.
Влияние совокупного действия случайных и систематических доминирующих факторов приводит к практическим кривым, представляющим собой композиции соответствующих кривых распределения, рис. 3.2в. Величина поля рассеяния при этом равна сумме величин полей рассеяния: w = w1 + w2 .
Совокупное действие большого числа независимых факторов одного порядка величин, образующих случайные погрешности (поля рассеяния), изучается только на основе статистических законов путем обобщения опытных данных, составления соответствующих таблиц, диаграмм и т. д. Доминирующие производственные факторы можно идентифицировать, исследовать, рассчитать, возникновение погрешностей вследствие их действия предупредить при отладке ТО. Важно отметить, что разделение погрешностей на систематические и случайные весьма условно. Так, например, если вся партия заготовок обработана одним резцом, то погрешность установки резца является систематической погрешностью. Если же на протяжении обработки партии заготовок сменилось несколько резцов, то погрешность установки резца приобретает случайный характер и ее необходимо исследовать статистически.
Принципиальная зависимость между точностью изготовления деталей и их себестоимостью приведена на рис. 1.4. Высокая точность соответствует значительным затратам на обработку. По мере понижения требований к точности обработки затраты, а следовательно и себестоимость, снижаются (кривая ). 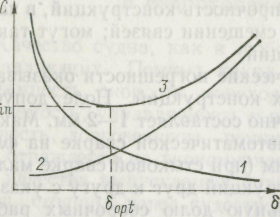
Рис. 1.4. Определение оптимальной точности изготовления деталей.
õ— величина допуска; õ6орт — оптимальный допуск; С — себестоимость, руб. / 1— себестоимость операций изготовления деталей; 2 — себестоимость сборочных операций; 3 — результирующая кривая себестоимости.
Дата добавления: 2017-10-09; просмотров: 94321;