Особенности групповых методов обработки
При анализе точности технологического процесса изготовления электронного средства групповыми методами обработки необходимо учитывать две особенности:
1) в необходимости учета идентичности условий получения этих изделий;
2) наличие конструктивно-отличающихся элементов одного итого же вида.
1.Идентичность условий зависит от варианта группирования изделий. Различают следующие варианты группирования изделий:
1) группирование в партии на пластине;
2) группирование в групповую партию;
3) группирование в группу партий.
Партия на пластине - это совокупность кристаллов полупроводниковой микросхемы или пленочных плат гибридной микросхемы, расположенных на одной пластине или на одной подложке.
Групповая партия - это партия пластин или подложек, прошедших на ряде операций групповую обработку в едином технологическом цикле.
Группа партий - это совокупность групповых партий, изготовленных в течение определенного промежутка времени.
Степень идентичности в партии на пластине будет максимальна, в групповой партии она будет меньше, а в группе партий ещё меньше. При анализе точности технологического процесса изготовления электронного средства групповыми методами обработки мы должны характеристики выборок (σ) определять отдельно.
Пример: выборочное значение СКО (σ) параметра качества изделий на i-ой пластине групповой партии:
где xj - значение параметра качества j-го изделия (кристалла ИС или пленочной пассивной микросхемы), расположенного на i-ой пластине групповой парии;
 - среднее значение параметра качества k выборочных изделий, расположенных на i-ой пластине.
- среднее значение параметра качества k выборочных изделий, расположенных на i-ой пластине.
Выборочное значение среднеквадратического отклонения средних значений параметра качества в n выборочных пластинах групповой партии:
где  – главное среднее значения параметра качества изделий на пластинах в выборке объемом n, сделанной из исследуемой групповой партии пластин.
– главное среднее значения параметра качества изделий на пластинах в выборке объемом n, сделанной из исследуемой групповой партии пластин.
 - среднее значение стандартного отклонения параметра качества на n пластинах групповой партии.
- среднее значение стандартного отклонения параметра качества на n пластинах групповой партии.
 .
.
2. Для целого ряда изделий характерна типовая конструкция элементов в этом случае вероятность выхода годных (P) характеризует качество технологического процесса изготовления данного электронного средства, вместе с тем существует целый ряд изделий (например, гибридные интегральные микросхемы), для которых характерно наличие конструктивно-различных элементов.
Рис. 29. Зависимость параметра качества от геометрических размеров
R1=R2=5кОм.
Можно заметить, что относительная систематическая погрешность формирования геометрического размера будет тем больше, чем меньше формируемый его размер. Следовательно, вероятность выхода параметра качества, характеризующего функционирование данного элемента за пределы поля допуска возрастает с уменьшением формируемого его размера, а следовательно, возрастает вклад систематической погрешности этого размера в погрешность функционального параметра качества этого элемента.
 - относительная величина погрешности сопротивления,
- относительная величина погрешности сопротивления,
где rs, l и b – номинальные значения соответственно удельного поверхностного сопротивления, длины и ширины резистора;
Drs, Dl и Db – смещения центров группирования погрешностей (среднего арифметического значения) относительно номинальных значений удельного сопротивления, длины и ширины резистора.
При малой длине резистора относительная величина погрешности его сопротивления будет определяться систематической погрешностью формирования проводящего слоя (контактных площадок).
При малой ширине резистора она будет определяться систематической погрешностью формирования резистивного слоя.
Так как вклад указанных погрешностей сопротивления резисторов существенно различен, то в целом эти погрешности не могут быть компенсированы, поэтому наличие топологически различных элементов, а следовательно, различных систематических погрешностей функционального параметра качества приводит к зависимости коэффициента выхода годных электронных средств от их конструктивных особенностей.
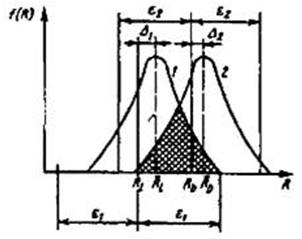
Рис.30. Гауссовское распределение погрешностей параметров качества ЭС с учетом конструктивного отличия элементов ЭС:
1 – для резистивных элементов с наименьшим l;
2 – для резистивных элементов с наименьшим b;
Rl и Rb – номинальное значение сопротивлений резистивных элементов;
 и
и  - среднее значение сопротивлений резистивных элементов;
- среднее значение сопротивлений резистивных элементов;
∆1 и ∆2 – смещение центров группирования погрешностей;
ε1 и ε2 – абсолютное значение половины поля допуска с минимальным значением длины(l) и ширины(b).
При наличии в электронном средстве нескольких конструктивно-отличных элементов одного вида коэффициент выхода годных электронного средства, содержащего эти элементы, определяется с помощью распределений погрешностей только этих двух элементов (с минимальной длиной и минимальной шириной). В данном случае первая кривая – с минимальной длиной, а вторая – с минимальной шириной. Коэффициент выхода годных электронных средств, содержащих эти элементы, будет равен произведению коэффициентов выхода годных этих элементов.
РЭС=Р1Р2
Это соответствует заштрихованной области.
Как видно из данного рисунка наличие топологически различных элементов приводит к сужению области выхода годных электронных средств. В связи с этим коэффициент выхода годных не может рассматриваться только как показатель точности ТП.
Дата добавления: 2017-06-02; просмотров: 633;